Réparation de transformateurs de puissance. Nous réparons les transformateurs de puissance
Lire aussi
CARTE TECHNOLOGIQUE TYPIQUE
INSTALLATION DE TRANSFORMATEURS DE PUISSANCE AVEC REFROIDISSEMENT À L'HUILE NATURELLE, TENSION JUSQU'À 35 kV, PUISSANCE JUSQU'À 2500 kVA
1 DOMAINE D'UTILISATION
Une carte technologique typique a été développée pour l'installation de transformateurs de puissance.
informations générales
Les exigences pour le transport, le stockage, ainsi que pour l'installation et la mise en service des transformateurs de puissance sont définies par l'instruction "Transport, stockage, installation et mise en service des transformateurs de puissance avec une tension jusqu'à 35 kV inclus sans révision de leurs parties actives" et des instructions techniques d'orientation "Transformateurs de puissance, transport, déchargement, stockage, installation et mise en service".
Le transformateur de puissance, qui est arrivé du fournisseur de l'équipement (fabricant, base intermédiaire), est soumis à une inspection externe. Lors de l'inspection, ils vérifient la présence de tous les emplacements selon la facture ferroviaire, l'état de l'emballage, l'absence de fuites d'huile aux joints des radiateurs avec la cuve et aux emplacements des joints, l'intégrité des joints, etc. .
L'emballage des transformateurs secs doit garantir leur sécurité contre les dommages mécaniques et l'exposition directe à l'humidité.
Si un dysfonctionnement ou une avarie est constaté, un acte est dressé qui est transmis à l'usine ou à la base intermédiaire.
Après l'inspection et l'acceptation du transformateur, ils commencent à le décharger.
Il est recommandé de décharger le transformateur avec un pont ou une grue mobile ou un treuil fixe de la capacité de charge appropriée. En l'absence de moyens de levage, il est permis de décharger le transformateur sur le support de traverse à l'aide de vérins hydrauliques. Le déchargement des unités de transformation (refroidisseurs, radiateurs, filtres, etc.) est effectué par une grue d'une capacité de levage de 3 à 5 tonnes.
Pour soulever le transformateur, des crochets spéciaux sont prévus sur les parois de sa cuve et des œillets (anneaux de levage) sont prévus sur le toit de la cuve. L'élingage des câbles pour les gros transformateurs est effectué uniquement par des crochets, pour les petits et moyens - par des crochets ou des œillets. Les goujons et câbles de levage utilisés pour le levage doivent être en Cable d'acier d'un certain diamètre correspondant à la masse du transformateur. Pour éviter les ruptures de câble, des revêtements en bois sont placés sous toutes les arêtes vives des virages.
Le transformateur lourd arrivant démonté est déchargé à l'aide d'une grue ferroviaire à usage intensif. En l'absence d'une telle grue, le déchargement s'effectue à l'aide de treuils et de vérins. Pour ce faire, la cuve du transformateur installée sur la plate-forme ferroviaire est d'abord soulevée à l'aide de deux vérins par les pattes de levage soudées au fond et aux parois de la cuve, puis un chariot alimenté séparément de la cuve est amené sous la cuve, et à l'aide des treuils, le réservoir est roulé hors de la plate-forme sur une cage de traverses spécialement préparée. Le laminage s'effectue le long de bandes d'acier placées sous les galets du chariot. Le reste des nœuds de transformateur ( vase d'expansion, sorties, etc.) sont déchargés avec des grues conventionnelles.
Le transformateur déchargé est transporté sur le site d'installation ou à l'atelier pour révision. Selon la masse du transformateur, le transport s'effectue en voiture ou sur une remorque lourde. Le transport par traînage ou sur tôle d'acier est interdit.
Les véhicules utilisés pour le transport des transformateurs doivent avoir une plate-forme de chargement horizontale permettant l'installation gratuite d'un transformateur dessus. Lorsque le transformateur est situé sur le véhicule grand axe transformateur doit correspondre au sens de marche. Lors de l'installation d'un transformateur sur un véhicule, il est nécessaire de prendre en compte l'emplacement des entrées sur le transformateur afin d'éviter un virage ultérieur avant l'installation sur un poste.
Les composants et pièces démontés peuvent être transportés avec le transformateur, si la capacité de charge du véhicule le permet et si les exigences relatives au transport du transformateur lui-même et de ses composants ne sont pas enfreintes.
La capacité de charge du véhicule ne doit pas être inférieure à la masse du transformateur et de ses éléments en cas de transport avec le transformateur. Il est interdit d'appliquer une traction, un freinage ou tout autre type de force aux éléments structurels du transformateur pendant leur transport.
La figure 1 montre un schéma de l'installation d'un transformateur sur une voiture.
Fig. 1. Schéma d'installation et de fixation du transformateur sur la voiture
Dans certains cas, avant l'installation, les transformateurs longue durée stockés dans des entrepôts sur place. Le stockage doit être organisé et effectué de manière à exclure la possibilité de dommages mécaniques transformateurs et amortissant l'isolation de leurs enroulements. Ces exigences sont satisfaites par certaines conditions de stockage. Selon la conception et la méthode d'expédition des transformateurs, leurs conditions de stockage seront différentes. Dans tous les cas il faut que la durée de stockage des transformateurs ne dépasse pas le maximum autorisé spécifié par les consignes citées ci-dessus.
Les conditions de stockage des transformateurs de puissance avec refroidissement à l'huile naturelle sont acceptées selon le groupe de conditions de stockage de l'OZHZ, c'est-à-dire dans les zones ouvertes.
Les conditions de stockage des transformateurs secs non scellés doivent être conformes aux conditions du groupe L, transformateurs à diélectrique liquide incombustible - groupe OZh4. Les conditions de stockage des pièces de rechange (relais, fixations, etc.) pour tous les types de transformateurs doivent être conformes au groupe de conditions C.
Les transformateurs de type sec doivent être stockés dans leurs propres enceintes ou emballages d'origine et doivent être protégés de l'exposition directe aux précipitations atmosphériques. Les transformateurs à huile et les transformateurs à diélectrique liquide incombustible doivent être stockés dans leurs propres réservoirs, hermétiquement fermés avec des bouchons temporaires (pendant le transport et le stockage) et remplis d'huile ou de diélectrique liquide.
Lors du stockage de transformateurs jusqu'à 35 kV inclus, transportés avec de l'huile sans détendeurs, l'installation du détendeur et l'ajout d'huile doivent être effectués dès que possible. court terme mais au plus tard 6 mois. Lors du stockage de transformateurs d'une tension de 110 kV et plus, transportés sans détendeur avec de l'huile et sans huile, l'installation du détendeur, l'appoint et le remplissage d'huile doivent être effectués dès que possible, mais au plus tard 3 mois après la date d'arrivée du transformateur. L'huile doit être conforme aux exigences du PUE. Le niveau d'huile doit être surveillé périodiquement (lorsque le niveau baisse, il est nécessaire d'ajouter de l'huile), au moins une fois tous les 3 mois il est nécessaire de prélever un échantillon d'huile pour une analyse réduite. L'absence de fuite d'huile de la cuve du transformateur est vérifiée périodiquement par des traces sur la cuve et les raccords. Les transformateurs à huile scellés et les transformateurs à diélectrique liquide ininflammable doivent être stockés dans l'emballage du fabricant et protégés des précipitations directes.
2. ORGANISATION ET TECHNOLOGIE DE L'EXÉCUTION DU TRAVAIL
INSTALLATION DE TRANSFORMATEURS DE PUISSANCE AVEC REFROIDISSEMENT À L'HUILE NATURELLE
Les installations utilisent principalement des transformateurs de puissance à refroidissement par huile naturelle, tension jusqu'à 35 kV, puissance jusqu'à 2500 kVA. L'étendue des travaux pour l'installation d'un transformateur de puissance avec refroidissement à l'huile naturelle dépend de sa sortie d'usine - assemblée ou partiellement démontée. Quel que soit le type de livraison, la séquence des opérations d'installation sera la même.
Lors de l'installation d'un transformateur de puissance, il est nécessaire d'effectuer les opérations suivantes dans l'ordre :
Accepter une pièce (site d'installation) et un transformateur pour l'installation ;
Inspectez le transformateur ;
Séchez les bobinages (si nécessaire) ;
Assemblez et installez le transformateur en place.
Acceptation pour installation d'un local (site d'installation) et d'un transformateur
La pièce (aire ouverte) pour l'installation du transformateur doit être complètement complétée par la construction. Les dispositifs de levage ou les portails doivent être installés et testés avant l'installation du transformateur.
Comme vous le savez, la fourniture des transformateurs de puissance et leur livraison dans la zone d'installation doivent être effectuées par le client. Lors de l'acceptation des transformateurs pour l'installation et de la détermination de la possibilité de travaux supplémentaires, l'ensemble des problèmes liés au transport et au stockage, l'état des transformateurs pour l'inspection externe et la détermination des caractéristiques d'isolation, la préparation et l'équipement de la pièce ou du site d'installation sont pris en compte.
Le client doit soumettre les informations et documents requis suivants :
Date d'expédition des transformateurs par le fabricant ;
Conditions de transport du fabricant (par chemin de fer ou autre moyen de transport, avec ou sans huile, avec ou sans extenseur) ;
Certificat d'acceptation du transformateur et des composants daté chemin de fer;
Schéma de déchargement et de transport du chemin de fer au site d'installation ;
Conditions de stockage des transformateurs et des composants (niveau d'huile dans le transformateur, période de remplissage et d'appoint d'huile, caractéristiques de l'huile de remplissage ou d'appoint, résultats de l'évaluation de l'isolement du transformateur, tests d'échantillons d'huile, tests d'étanchéité, etc.).
Dans le même temps, l'état du transformateur est évalué par une inspection externe, les résultats du test d'étanchéité du transformateur et l'état du gel de silice indicateur.
Lors d'un examen externe, ils vérifient les bosses, la sécurité des joints sur les robinets et les bouchons du transformateur.
L'étanchéité du transformateur est vérifiée avant l'installation, avant de faire l'appoint ou de verser de l'huile. Les joints ne doivent pas être serrés avant le test d'étanchéité. L'étanchéité des transformateurs transportés avec un détendeur est déterminée dans les limites des repères d'huile.
Le test d'étanchéité des transformateurs transportés avec de l'huile et un détendeur démonté est réalisé par pression d'une colonne d'huile à 1,5 m de hauteur du niveau du couvercle pendant 3 heures. Il est permis de vérifier l'étanchéité du transformateur en créant une surpression de 0,15 kgf/cm (15 kPa) dans la cuve. Le transformateur est considéré comme scellé si, après 3 heures, la pression chute à pas plus de 0,13 kgf/cm (13 kPa). Le contrôle de l'étanchéité des transformateurs transportés sans huile, remplis d'air sec ou de gaz inerte, s'effectue en créant une surpression de 0,25 kgf/cm (25 kPa) dans la cuve. Le transformateur est considéré comme scellé si la pression chute après 6 heures à pas plus de 0,21 kgf / cm (21 kPa) à une température environnement 10-15 °С. La création d'une surpression dans le réservoir du transformateur est réalisée en pompant de l'air sec à travers un sécheur de gel de silice avec un compresseur ou en fournissant du gaz inerte sec (azote) des bouteilles au réservoir.
L'acceptation des transformateurs pour l'installation est documentée par un acte de la forme établie. Des représentants du client, des organisations de montage et de mise en service (pour les transformateurs de taille IV et plus) participent à la réception.
révision
Un audit des transformateurs de puissance est effectué avant l'installation afin de vérifier leur état, d'identifier et d'éliminer en temps opportun les éventuels défauts et dommages. L'audit peut être effectué sans inspection de la partie amovible (active) ou avec son inspection. Tous les transformateurs soumis à installation font l'objet d'audits sans inspection de la partie amovible. Un audit avec inspection de la partie débrochable est effectué en cas de détection d'endommagement du transformateur, ce qui laisse présumer la présence de défauts internes.
Les transformateurs de courant ont appareils supplémentaires, protégeant leur partie amovible des dommages pendant le transport. Cela permet, dans certaines conditions de stockage et de transport, de ne pas effectuer une opération laborieuse et coûteuse - un audit avec un relevage de la partie amovible. La décision d'installer des transformateurs sans révision de la partie débrochable doit être prise sur la base des exigences des instructions "Transport, stockage, installation et mise en service des transformateurs de puissance pour une tension jusqu'à 35 kV inclus sans révision de leurs parties actives" et " Transformateurs de puissance Transport, déchargement, stockage, installation et mise en service. Dans le même temps, une évaluation complète du respect des exigences des instructions est effectuée avec l'exécution des protocoles pertinents. Si les exigences de la notice ne sont pas respectées ou si des défauts sont détectés lors d'une inspection externe qui ne peuvent être éliminés sans ouvrir la cuve, le transformateur fait l'objet d'une révision avec une inspection de la partie amovible.
Lors d'un audit sans inspection de la partie amovible, un examen externe approfondi du transformateur est effectué, un échantillon d'huile est prélevé pour un test de rigidité diélectrique et une analyse chimique; mesurer la résistance d'isolement des enroulements.
Lors de l'inspection, vérifier l'état des isolateurs, s'assurer qu'il n'y a pas de fuites d'huile au niveau des joints et à travers les soudures, que le niveau d'huile requis est présent dans le détendeur.
La rigidité diélectrique de l'huile, déterminée dans un récipient standard, ne doit pas être inférieure à 25 kV pour les appareils à tension supérieure jusqu'à 15 kV inclus, 30 kV pour les appareils jusqu'à 35 kV et 40 kV pour les appareils à tension de 110 à 220 kV inclus.
L'analyse chimique de l'huile de transformateur est effectuée dans un laboratoire spécial et la conformité est déterminée composition chimique huiles aux exigences de GOST.
La résistance d'isolement des bobinages est mesurée avec un mégohmmètre pour une tension de 2500 V. La résistance d'isolement est mesurée entre les bobinages de tensions supérieures et inférieures, entre chacun des bobinages et le boîtier. Pour les transformateurs à huile de tension supérieure jusqu'à 35 kV inclus et de puissance jusqu'à 6300 kVA inclus, valeurs de résistance d'isolement mesurées à la soixantième seconde () doit être d'au moins 450 MΩ à +10 °C, 300 MΩ à +20 °C, 200 MΩ à +30 °C, 130 MΩ à +40 °C. La valeur du coefficient d'absorption doit être au minimum de 1,3 pour les transformateurs d'une puissance jusqu'à 6300 kVA inclus.
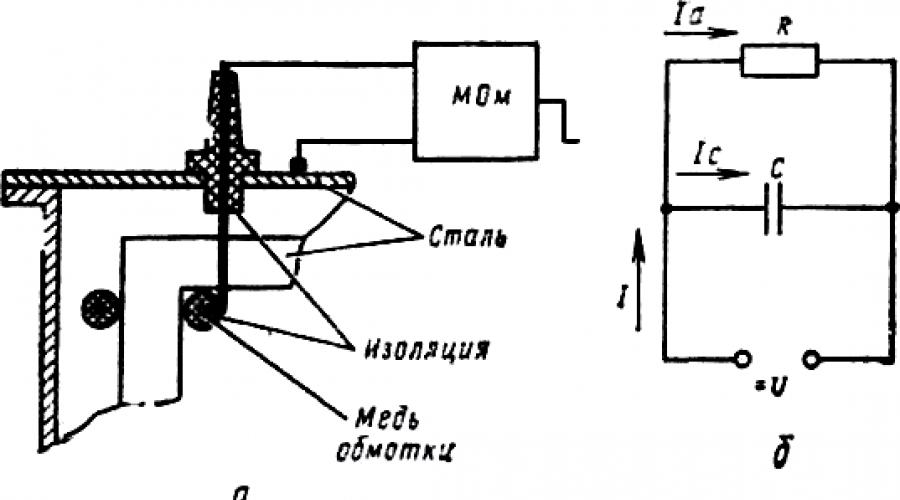
L'essence physique du coefficient d'absorption est la suivante. La nature de la variation de la valeur mesurée de la résistance d'isolement de l'enroulement au fil du temps dépend de son état, en particulier du degré d'humidité. Pour comprendre l'essence de ce phénomène, nous utilisons le circuit équivalent de l'isolation des enroulements.
La figure 2 montre le circuit de mesure de la résistance d'isolement et le circuit équivalent. Lors du processus de mesure de la résistance d'isolement avec un mégohmmètre, une tension continue est appliquée à l'isolation de l'enroulement. Plus l'isolation de l'enroulement est sèche, plus la capacité du condensateur formé par les conducteurs de l'enroulement et le boîtier du transformateur est grande, et par conséquent, plus le courant de charge de ce condensateur circulera dans période initiale mesures (à la quinzième seconde à partir du moment où la tension est appliquée) et les lectures du mégohmmètre seront plus petites ( ).
Dans la période de mesure suivante (à la soixantième seconde), la charge du condensateur se termine, le courant de charge diminue et la lecture du mégohmmètre augmente () .
Plus l'isolation des enroulements est sèche, plus la différence entre les lectures du mégohmmètre dans les périodes de mesure initiale () et finale () est grande et, inversement, plus l'isolation des enroulements du transformateur est humide, plus la différence entre ces lectures est faible. . 
6. INDICATEURS TECHNIQUES ET ECONOMIQUES
Normes budgétaires de l'État.
Prix unitaires fédéraux pour l'installation des équipements.
Partie 8. Installations électriques
FERM 81-03-08-2001
Arrêté du ministère du développement régional de la Russie du 04.08.2009 N 321
Tableau 08-01-001. Transformateurs de puissance et autotransformateurs
Mètre : pièces.
| Code de prix | Nom et spécifications techniqueséquipements ou types de montage | Coûts directs, frotter. | Y compris, frotter. | Coûts salariaux des travailleurs - installateurs, heures-homme |
|||
| Salaires des travailleurs installateurs | fonctionnement de la machine | camarade- rials | |||||
| Total | y compris le salaire des travailleurs qui font fonctionner la machine | ||||||
| Transformateur triphasé : |
|||||||
| 08-01-001-06 | 35 kV avec une capacité de 2500 kVA | 7018,51 | 2635,88 | 3748,71 | 360,72 | 633,92 | 274 |
BIBLIOGRAPHIE
SNiP 3.03.01-87. Structures portantes et enveloppantes.
SNiP 12-03-2001. Sécurité du travail dans la construction. Partie 1. Exigences générales.
SNiP 12-04-2002. Sécurité du travail dans la construction. Partie 2. Fabrication de bâtiments.
GOST 12.2.003-91. SSBT. Matériel de fabrication. Exigences générales de sécurité.
GOST 12.3.009-76. SSBT. Travaux de chargement et de déchargement. Exigences générales de sécurité.
GOST 12.3.033-84. SSBT. Véhicules de chantier. Exigences générales de sécurité pour le fonctionnement.
GOST 24258-88. Outils d'échafaudage. Général Caractéristiques.
PPB 01-03. Règles la sécurité incendie dans Fédération Russe.
Le texte électronique du document a été préparé par CJSC "Kodeks"
et vérifié selon le matériel de l'auteur.
Auteur : Demyanov A.A. - Ph.D., enseignant
Université technique et de génie militaire,
Saint-Pétersbourg, 2009
y compris la reconstruction (changement éléments structurels) et modernisation (changement des tensions et puissances assignées).
production de l'usine Khmelnitsky de PJSC ("Ukrelectroapparat") avec une garantie des fabricants.
Tension d'alimentation : 6 kV, 10 kV, 35 kV, non standard.
Tension de sortie : 0,23 kV, 0,4 kV, 0,5 kV, 0,66 kV non standard.
Nous remplissons toujours nos obligations, afin que nos clients puissent compter sur un niveau de service décent et un travail de qualité.
Réparation actuelle de transformateurs d'une capacité de 10 000 à 63 000 kV-A 1. Composition des exécutants
Électromécanicien - 1
Conditions de travail
Les travaux sont en cours :
2.1. Avec soulagement du stress
2.2. Aux côtés de
Travail préparatoire et permis de travail
4.1. A la veille des travaux, demander le retrait du trans pour réparation
formateur.
4.2. Vérifier l'état de fonctionnement et les dates d'expiration des équipements de protection, des appareils
fossé, préparer les outils, les accessoires de montage et les matériaux.
4.3. Après avoir donné un ordre au chef de chantier, recevoir les instructions de
la personne qui a émis la commande.
4.4. Personnel opérationnel pour préparer le lieu de travail.
Pour que le contremaître vérifie l'exécution mesures techniques sur
préparation au poste de travail.
4.5. Mettez l'équipe au travail.
4.6. Le contremaître d'instruire les membres de la brigade et clairement
répartir les responsabilités entre eux.
Fin de carte technologique n° 2.2.
| Changement d'huile dans les joints hydrauliques des bagues remplies d'huile un gel de silice dans des cartouches absorbant l'humidité (voir fig. 2.1.1 ., fig. 2. 1 .3.) | L'état du gel de silice dans les cartouches déshydratantes est déterminé par la couleur du gel de silice indicateur. Si la couleur passe du bleu au rose, remplacez le gel de silice dans les cartouches et l'huile dans le joint hydraulique. Remplacez le gel Siliga par temps sec en éteignant le sèche-linge pendant une heure maximum. Vérifier le niveau d'huile dans le joint hydraulique. Remplacement du gel de silice en cours de la manière suivante: débranchez la cartouche de l'entrée, remplacez le gel de silice, après avoir préalablement nettoyé la cartouche de la contamination, changez l'huile dans le joint hydraulique, fixez la cartouche à l'entrée | |
| Vérification de l'état de fonctionnement des grues et des amortisseurs du transformateur | Vérifier le respect de la position de travail des appareils, vannes, registres. Effectuer une inspection avec vérification du niveau d'huile dans les traversées et les réservoirs du transformateur. Enregistrer les lectures des alarmes thermiques, des indicateurs de niveau d'huile, de la température de l'air, de la position des interrupteurs de tous les enroulements |
Noter. Toutes les opérations avec des traversées remplies d'huile et 110-220 kV doivent être effectuées en collaboration avec un spécialiste RRU.
Achèvement des travaux
Routage Non 2.3. Réparation actuelle des autotransformateurs pour la tension 110-220 kV
Moulage
Électromécanicien - 1
Électricien poste de traction 4ème catégorie - 1
Électricien poste de traction 3ème catégorie - 1
Conditions de travail
Les travaux sont en cours :
2.1. Avec soulagement du stress
2.2. Aux côtés de
3. équipement protecteur, appareils, outils, installations et matériaux :
Casques de sécurité, ceinture de sécurité, échelle, mise à la terre, short, gants diélectriques, mégohmmètre pour tension 1000 et 2500 V, chronomètre, thermomètre, niveau, pompe avec manomètre et tuyau, clés, pinces universelles, tournevis, grattoir, brosses, récipient pour vidange sédiments, récipients en verre avec un bouchon rodé pour l'échantillonnage d'huile, gel de silice indicateur, gel de silice, huile de transformateur, lubrifiant TsIA-TIM, white spirit, vernis ou émail résistant à l'humidité, verres indicateurs d'huile de rechange, joints en caoutchouc, produit de nettoyage , chiffon
Carte technologique n° 2.4. Réparation actuelle de transformateurs d'une capacité de 40 à 630 kV-A
Moulage
Électromécanicien - 1
Électricien poste de traction 3ème catégorie - 1
Conditions de travail
Les travaux sont en cours :
2.1. Avec soulagement du stress
2.2. Aux côtés de
3. Équipements, dispositifs, outils, installations et matériaux de protection :
Casques de sécurité, ceinture de sécurité, échelle, mise à la terre, short, gants diélectriques, mégohmmètre pour tension 1000 et 2500 V, chronomètre, thermomètre, niveau, pompe avec manomètre et tuyau, clés, pinces universelles, tournevis, grattoir, brosses, récipient pour vidange sédiments, récipients en verre avec bouchon rodé pour prélèvement d'huile, gel de silice indicateur, gel de silice, zéolithe, huile de transformateur, lubrifiant CIATIM, white spirit, vernis ou émail résistant à l'humidité, verres indicateurs d'huile de rechange, joints en caoutchouc, produit de nettoyage , chiffon
Disjoncteurs à huile
Suite de la carte technologique n° 3.1.
Moulage
Électromécanicien - 1
Électricien poste de traction 4 catégories - 1 Électricien poste de traction 3 catégories - 1
Conditions de travail
Les travaux sont en cours :
2.1. Avec soulagement du stress
2.2. Aux côtés de
3. Équipements, dispositifs, outils, installations et matériaux de protection :
Casques de sécurité, ceinture de sécurité, échelle, mise à la terre, courts-circuits, gants diélectriques, mégohmmètre pour tension 1000 et 2500 V, chronomètre électrique, clés, pinces combinées, tournevis, grattoir, brosses, récipients en verre avec bouchon de terre pour prélèvement d'huile, gel de silice indicateur, gel de silice, huile de transformateur, graisse CIATIM, white spirit, vernis isolant, verres indicateurs d'huile de rechange, joints en caoutchouc, produit de nettoyage, chiffons
Moulage
Électromécanicien - 1
Électricien poste de traction 3ème catégorie - 1
Conditions de travail
Les travaux sont en cours :
2.1. Avec soulagement du stress
2.2. Aux côtés de
3. Équipements, dispositifs, outils, installations et matériaux de protection :
Casques de protection, ceinture de sécurité, échelle, mise à la terre, courts-circuits, gants diélectriques, mégohmmètre pour tension 1000 et 2500 V, banc de test LVI-100, chronomètre électrique, clés, pinces combinées, tournevis, grattoir, brosses, huile de transformateur, lubrifiant CIATIM, white spirit, vernis isolant, verres indicateurs d'huile de rechange, joints en caoutchouc, produits de nettoyage, chiffons
Achèvement des travaux
6.1. Recueillir des instruments, des outils, des appareils et des matériaux.
6.2. Revenir au poste de traction du tableau de distribution.
6.3. Passer lieu de travail admettre et fermer la tenue
6.4. Enregistrer les résultats des mesures prises dans un protocole.
Moulage
Électromécanicien - 1
Électricien poste de traction 3ème catégorie - 1
Conditions de travail
Les travaux sont en cours :
2.1. Avec soulagement du stress
2.2. Aux côtés de
3. Équipements, dispositifs, outils, installations et matériaux de protection :
Casques de protection, mise à la terre, courts-circuits, gants diélectriques, mégohmmètre pour tension 1000 et 2500 V, chronomètre électrique, clés, pinces universelles, tournevis, grattoir, huile de transformateur, graisse TsIA-TIM, white spirit, vernis isolant, verres indicateurs d'huile de rechange , tampons en caoutchouc, matériel de nettoyage, chiffons
Achèvement des travaux
6.1. Recueillir des instruments, des outils, des appareils et des matériaux.
6.2. Revenir au poste de traction du tableau de distribution.
6.3. Remettez le lieu de travail à l'admission et fermez la tenue
6.4. Enregistrer les résultats des mesures prises dans un protocole.
Moulage
Électromécanicien - 1
Électricien poste de traction 4ème catégorie - 1
Conditions de travail
Les travaux sont en cours :
2.1. Avec soulagement du stress
2.2. Aux côtés
3. Équipements, dispositifs, outils, installations et matériaux de protection :
Mégaohmmètre pour tension 500 et 2500 V, testeur, fer à souder électrique, aspirateur, clé de calibrage, clés, pinces combinées, tournevis, limes, grattoir, lampe de contrôle, brosse à cheveux, échelle en bois, échelle, white spirit, produit de nettoyage, lubrifiant CIATIM
Achèvement des travaux
6.1. Recueillir des instruments, des outils, des appareils et des matériaux.
6.2. Revenir au poste de traction du tableau de distribution.
6.3. Remettez le lieu de travail à l'admission et fermez la tenue
6.4. Enregistrer les résultats des mesures prises dans un protocole.
Moulage
Électromécanicien - 1
Électricien poste de traction 4ème catégorie - 1
Conditions de travail
Les travaux sont en cours :
2.1. Avec soulagement du stress
2.2. Aux côtés
3. Équipements, dispositifs, outils, installations et matériaux de protection :
Ohmmètre, lampe portative, aspirateur, clés et douilles, tournevis, règle, pied à coulisse, limes, grattoir, brosse métallique, jeu de sondes, limes pour nettoyer les contacts de l'interrupteur, baguette en bois, papier de verre, papier blanc et carbone, white spirit, lubrifiant CIATIM, chiffons, matériel de nettoyage
Moulage
Électromécanicien - 1
Électricien poste de traction 4ème catégorie - 1
Conditions de travail
Les travaux sont en cours :
2.1. Avec soulagement du stress
2.2. Aux côtés
3. Équipements, dispositifs, outils, installations et matériaux de protection :
Chronomètre, lampe portative, aspirateur, clés et douilles, tournevis, règle, pied à coulisse, limes, grattoir, brosse métallique, jeu de sondes, limes pour nettoyer les contacts de l'interrupteur, chiffon en verre, bâton en bois, papier de verre, blanc et papier carbone, blanc alcool, lubrifiant TsIA-TIM, chiffons, matériel de nettoyage
Transformateurs Carte technologique n° 2.1.
Les réparations courantes des transformateurs sont effectuées dans les termes suivants :
- transformateurs des sous-stations centrales de distribution - conformément aux instructions locales, mais au moins une fois par an ;
- tous les autres - au besoin, mais au moins une fois tous les 3 ans.
La première révision des transformateurs de sous-station est effectuée au plus tard 6 ans après la mise en service, et les réparations ultérieures sont effectuées si nécessaire, en fonction des résultats de mesure et de l'état du transformateur.
La portée de la réparation actuelle comprend les travaux suivants :
- inspection externe et réparation des dommages,
- nettoyage des isolateurs et de la cuve,
- descente de saletés de l'expanseur,
- ajouter de l'huile et vérifier la jauge d'huile,
- vérification des filtres thermosiphon et, si nécessaire, remplacement de l'absorbant,
- vérification de l'état du fusible de soufflage, des tuyaux de circulation, des soudures, des joints de bride,
- vérification de sécurité,
- prélèvement et vérification d'échantillons d'huile,
- effectuer des tests et des mesures préventives.
La portée de la révision comprend tous les travaux prévus par la réparation en cours, ainsi que la réparation des enroulements, du circuit magnétique, la vérification de l'état des connexions de contact des enroulements au commutateur de tension et aux bornes, la vérification des dispositifs de commutation, la réparation leurs contacts et le mécanisme de commutation, vérification de l'état de la cuve du transformateur, des extenseurs et des canalisations, réparation des entrées.
Le transformateur est mis hors service pour réparation dans les conditions suivantes :
- fort crépitement interne caractéristique d'une décharge électrique, ou bruit irrégulier,
- échauffement anormal et en augmentation constante pendant la charge et le refroidissement normaux,
- éjection d'huile du détendeur ou destruction de la membrane du tuyau d'échappement,
- les fuites d'huile et l'abaissement de son niveau en dessous de la limite autorisée,
- à la réception de résultats insatisfaisants de l'analyse chimique de l'huile.
Le vieillissement de l'isolation des enroulements et l'humidification de l'huile peuvent entraîner des défauts à la terre et des défauts entre phases dans les enroulements du transformateur, entraînant un bruit de fonctionnement anormal du transformateur.
Une défaillance «feu d'acier», qui se produit en raison d'une violation de l'isolation intercalaire du noyau ou de l'isolation des tirants, entraîne une augmentation de l'échauffement du boîtier et de l'huile sous charge normale, des bourdonnements et des crépitements caractéristiques à l'intérieur du transformateur.
Un "bourdonnement" accru dans le transformateur peut se produire en raison de l'affaiblissement de la pression du circuit magnétique, d'une asymétrie de charge de phase importante et lorsque le transformateur fonctionne à une tension accrue. Un crépitement à l'intérieur du transformateur indique un contournement (mais pas un contournement) entre l'enroulement ou les prises du boîtier, ou une terre ouverte qui pourrait provoquer des décharges électriques de l'enroulement ou des prises du boîtier.
| Desserrer les boulons fixant le couvercle du transformateur et les autres pièces (détendeur, tuyau d'échappement, etc.) | Vérifier et serrer tous les boulons |
| Le transformateur fonctionne à haute tension | Réglez le commutateur de tension sur la position appropriée. |
| Le pressage des joints dans le circuit magnétique est rompu | Le serrage des plots verticaux serrant les tringles avec chapes s'est desserré. Repousser le circuit magnétique en remplaçant les joints dans les joints supérieur et inférieur du circuit magnétique |
| L'affaiblissement du pressage du circuit magnétique feuilleté | Vérifiez tous les boulons et goujons de pression et serrez ceux qui sont desserrés. |
| Vibration des tôles extérieures du circuit magnétique | Caler les tôles du circuit magnétique |
| Surcharge du transformateur | Réduire la charge | Réduire le déséquilibre de charge |
| Courts-circuits entre phases, entre spires d'enroulements | Réparer ou remplacer le bobinage |
Les ruptures dans les enroulements sont une conséquence de la mauvaise qualité des connexions de contact dans les enroulements.
Une ouverture dans l'enroulement primaire d'un transformateur connecté en circuits étoile-triangle, triangle-triangle et étoile-étoile entraîne une modification de la tension secondaire.
Pour déterminer l'étendue de la réparation à venir, une détection de défaut du transformateur est effectuée, qui est un ensemble de travaux permettant d'identifier la nature et le degré d'endommagement de ses pièces. Sur la base de la détection des défauts, les causes, l'étendue des dommages et le montant nécessaire de la réparation du transformateur sont déterminés. Dans le même temps, les besoins en matériaux, outils, accessoires pour la réparation sont déterminés.
| Les symptômes | Causes possibles de dysfonctionnement | Dépannage |
| Surchauffe des transformateurs | Transformateur surchargé | Réglez la surcharge sur les instruments ou en supprimant le graphique du courant quotidien. Éliminer la surcharge en allumant un autre transformateur ou en déconnectant les consommateurs moins critiques |
| Température de l'air élevée dans la salle du transformateur | Si la température de l'air est dépassée de 8 à 10 ° C à une distance de 1,5 à 2 m du transformateur au milieu de sa hauteur - améliorez la ventilation de la pièce | |
| Niveau d'huile réduit dans le transformateur | Ajouter de l'huile au niveau normal | |
| Les dommages à l'intérieur du transformateur (circuit tournant, circuits en court-circuit dus à la détérioration de l'isolation des tirants et des goujons, etc.) | Avec le développement rapide de ces dommages, une augmentation de la température de l'huile se produira, la libération de gaz et le fonctionnement de la protection contre les gaz sur un signal ou un arrêt | Éliminer la surcharge ou réduire le déséquilibre de charge dans les phases |
| Répartition des enroulements sur le boîtier, entre enroulements HT et BT ou entre phases | Détérioration de la qualité de l'huile ou baisse de son niveau | L'isolation est testée avec un mégohmmètre ou une tension accrue |
| Détérioration de la qualité de l'isolation due à son vieillissement | Si nécessaire, l'enroulement est réparé et l'huile est remplie ou complètement changée. | |
| Craquement à l'intérieur du transformateur | Chevauchement entre enroulements ou prises sur le boîtier | Ouvrez le transformateur et réparez les robinets des enroulements et de la mise à la terre |
| Coup de pied | ||
| Rupture des bobinages | Bobinages mal soudés | Souvent, une rupture se produit au coude de l'anneau de fil sous le boulon |
| Dommages dans les robinets des enroulements aux bornes | Remplacé par un raccord souple sous forme d'amortisseur | |
| Les surfaces de contact de l'appareil de commutation sont fondues ou brûlées | L'interrupteur est mal assemblé ou il y a des courts-circuits | Réparer ou remplacer l'interrupteur |
| Fuite d'huile des robinets, des brides, des joints soudés | Le clapet de la vanne est mal mis à la terre, les joints des raccords à bride sont endommagés, l'étanchéité du cordon de soudure de la cuve du transformateur est rompue | Meulez la vanne, remplacez les joints ou serrez les boulons sur les brides, soudez les coutures avec une soudure à l'acétylène. Après le soudage, testez le réservoir avec de l'eau pendant 1 à 2 heures avec une pression de colonne d'eau de 1,5 m au-dessus du niveau d'huile dans le détendeur |
Démontage des transformateurs
Le démontage du transformateur lors de la révision est effectué en prochaine commande. L'huile est vidangée du détendeur, le relais de gaz, le tuyau de sécurité et le détendeur sont retirés ; mettre des bouchons sur les trous du couvercle du réservoir. À l'aide de mécanismes de levage, des élingues soulèvent le couvercle avec la partie active du transformateur en soulevant des anneaux. En le soulevant de 10 à 15 cm, inspectez l'état et la position du joint d'étanchéité, séparez-le du cadre du réservoir avec un couteau et, si possible, conservez-le pour le réutiliser. Après cela, la partie active est retirée du réservoir dans des sections pratiques pour éliminer les boues d'huile, laver les enroulements et le noyau avec un jet d'huile chauffée et détecter les défauts. Ensuite, la partie active est installée sur une plate-forme pré-préparée avec une palette. Après avoir élevé la partie active du transformateur à 20 cm au-dessus du niveau du réservoir, ils déplacent le réservoir sur le côté et la partie active est installée sur une plate-forme solide pour faciliter l'inspection et la réparation. Les enroulements sont nettoyés de la saleté et lavés avec un courant d'huile de transformateur chauffé à 35 - 40 ° C.
Si les entrées du transformateur sont situées sur les parois du réservoir, retirez d'abord le couvercle, vidangez l'huile du réservoir à 10 cm sous les isolateurs d'entrée et, après avoir déconnecté les entrées, retirez les isolateurs, puis retirez la partie active du Char.
Le démontage, l'inspection et la réparation du transformateur sont effectués dans un local sec, clos et adapté à la réalisation de ces travaux.
Après avoir retiré la partie active, l'état du circuit magnétique est vérifié - la densité de l'assemblage et la qualité de la stratification, la résistance des fixations des poutres de culasse, l'état des manchons isolants, des rondelles et des joints, le degré du serrage des écrous, goujons, tirants, l'état de la mise à la terre. Portez une attention particulière à l'état des bobinages - le coincement sur les tiges du circuit magnétique et la solidité de l'emboîtement des bobinages, l'absence de traces de détérioration, l'état des pièces isolantes, la solidité des liaisons des conduits, amortisseurs.
Lors de la révision du transformateur, en plus des travaux ci-dessus, si nécessaire, la culasse du circuit magnétique est déchargée, le fer étant pressé et les bobines d'enroulement sont retirées.
Réparation du circuit magnétique du transformateur
Le type de circuit magnétique le plus courant des transformateurs de puissance est plat (tige) (Fig. 123, a). La section transversale des culasses 6 et 7 est de forme rectangulaire, et la tige se présente sous la forme d'un chiffre 3 à plusieurs étages, proche d'un cercle. Le circuit magnétique est assemblé par des poutres de culasse 5 et 8 à l'aide de goujons traversants 4 et de tirants 2.
Riz. 123. Noyaux magnétiques plats (a) et spatiaux (b) du transformateur:
1 - axes des tiges; 2 - tirants verticaux: 3 - figure de tige à plusieurs étages; 4 - à travers les goujons; 5, 8 - poutres de joug; 6, 7 - des sections transversales joug; 9 - poutre de support; 10 - bandage; 11 - tube isolant; 12 - joint isolant; 13 - ressort Belleville, 14 - joint isolant.
Les transformateurs d'une puissance de 250 à 630 kVA sont produits avec des noyaux magnétiques sans broches. Le pressage des plaques de tige dans ces transformateurs est effectué au moyen de bandes et de coins chassés entre le circuit magnétique et le cylindre. À Ces derniers temps industrie, nous fabriquons des transformateurs de court-circuit de 160 à 630 kVA avec un circuit magnétique spatial (Fig. 123, b). Le noyau magnétique d'un tel transformateur est une structure rigide dont les axes verticaux des tiges 1 présentent une disposition spatiale. Les tôles d'acier de la tige sont pressées avec un bandage 10 en matière isolante ou un ruban d'acier avec un garnissage en matière isolante à la place des goujons. Les chapes supérieure et inférieure sont tirées ensemble par des tirants verticaux 2 au moyen d'écrous, sous lesquels sont placés des ressorts Belleville 13. Des joints isolants 14 sont utilisés pour isoler les goujons de la chape, et des tubes isolants 11 sont utilisés des tiges. toute la structure du circuit magnétique est fixée par des goujons aux poutres de support 9.
Le circuit magnétique spatial est réalisé bout à bout au lieu d'être stratifié, puisque la culasse et les tiges sont connectées dans un circuit magnétique par amarrage. Pour éviter un court-circuit entre l'acier de la culasse et la tige, un joint isolant 12 est posé entre eux.
Dans les transformateurs produits précédemment, les noyaux magnétiques étaient assemblés par des goujons horizontaux, isolés de l'acier du noyau magnétique et traversant des trous dans les plaques.
Le démontage du circuit magnétique est le suivant : dévisser les écrous supérieurs des goujons verticaux et les écrous des goujons horizontaux, les retirer des trous de la culasse, retirer les poutres de la culasse et procéder au déchargement de la culasse supérieure du circuit magnétique , en commençant par les colis les plus externes de deux ou trois plaques. Les plaques sont pliées dans le même ordre dans lequel elles sont retirées du joug et liées dans des emballages.
Dans les noyaux magnétiques liés par des goujons horizontaux, l'isolation des goujons est souvent endommagée, ce qui entraîne des courts-circuits des plaques d'acier et provoque un fort échauffement du fer par les courants de Foucault. Lors de la réparation d'un circuit magnétique de cette conception, le manchon isolant est remplacé par un nouveau. A défaut de pièces de rechange, la pochette est en papier bakélite, enroulé en épingle à cheveux, imprégné de vernis bakélite et cuit au four. Les tubes isolants pour goujons d'un diamètre de 12 - 25, 25 - 50 et 50 - 70 mm sont fabriqués avec une épaisseur de paroi de 2 - 3, 3 - 4 et 5 - 6 mm, respectivement. Les rondelles isolantes à pression et les entretoises pour goujons sont en carton électrique d'une épaisseur de 2 mm ou plus.
La restauration de l'isolation brisée des plaques de circuit magnétique commence par faire bouillir les feuilles dans une solution d'hydroxyde de sodium à 10% ou dans une solution de phosphate trisodique à 20%, suivie d'un lavage des feuilles à l'eau courante chaude (50 - 60 ° C). Après cela, un mélange de 90% de vernis à séchage à chaud n ° 202 et de 10% de kérosène pur filtré est soigneusement pulvérisé sur une tôle d'acier chauffée à 120 ° C. Le vernis Glyptal n° 1154 et les solvants benzène et essence peuvent être utilisés pour isoler les plaques. Après application de la couche isolante, les plaques sont séchées à 25 ° C pendant 7 heures.Pour les gros volumes de travail, des machines spéciales sont utilisées pour vernir les plaques et des fours spéciaux sont utilisés pour les cuire et les sécher.
Lors du remplacement des plaques usées, de nouvelles plaques d'acier fabriquées selon des échantillons ou des modèles sont utilisées. Dans ce cas, les tôles sont découpées de manière à ce que le côté jeu de barres des tôles soit dans le sens de laminage de l'acier.Les trous pour les tirants dans les tôles sont réalisés par emboutissage et non par perçage. Après avoir fait l'assiette, je la recouvre ! isolé de l'une des manières ci-dessus.
La pose commence à partir du paquet central de la tige centrale, en posant les plaques avec le côté isolé à l'intérieur du joug. Ensuite, les paquets extrêmes sont mélangés, en commençant par de longues plaques et en évitant le chevauchement de plaques étroites de tiges et d'espaces dans les joints. Les trous dans les plaques de joug doivent correspondre exactement aux trous dans les plaques de tige. Les plaques sont mises à niveau par coups de marteau sur un bus en cuivre ou en aluminium. Un joug bien cousu n'a pas d'espace entre les couches de plaques, d'espaces ou de dommages à l'isolation entre les plaques à la jonction.
Après avoir nivelé la culasse supérieure, l'installation des poutres de la culasse supérieure est effectuée et pressée à l'aide du circuit magnétique et des enroulements. Les poutres de culasse des transformateurs sont isolées des plaques par une rondelle annulaire en carton électrique de 2 à 3 mm d'épaisseur avec des tampons fixés des deux côtés.
Des deux côtés de la culasse supérieure, des poutres de culasse sont installées dans les ouvertures des poutres, quatre tirants verticaux avec des tubes isolants sont insérés, des rondelles en carton et en acier sont placées aux extrémités des goujons et serrées avec des écrous, Mise à la terre de la verticale Les poutres de culasse sont réalisées avec plusieurs rubans de cuivre étamé.
Les écrous sont serrés sur les tirants, en appuyant sur le joug supérieur, et les écrous des tiges de pression verticales sont serrés uniformément ; l'enroulement est pressé, puis le joug supérieur est enfin pressé. Ils mesurent la résistance d'isolement sur les goujons avec un mégohmmètre, dévissent les écrous sur les goujons afin qu'ils ne se dévissent pas pendant le fonctionnement du transformateur.
Réparation des enroulements de transformateur
Les enroulements des transformateurs de puissance sont l'élément principal de la partie active. En pratique, les enroulements sont endommagés beaucoup plus souvent que les autres éléments du transformateur.
En fonction de la puissance et de la tension nominale des transformateurs, divers modèles enroulements. Ainsi, dans les transformateurs de puissance d'une puissance allant jusqu'à 630 kVA à basse tension, on utilise principalement des enroulements cylindriques à simple et double couche; avec une puissance allant jusqu'à 630 kV -A à la tension la plus élevée de 6, 10 et 35 kV, des enroulements cylindriques multicouches sont utilisés; avec une puissance de 1000 kVA et plus, les enroulements à vis sont utilisés comme enroulements BT. Au niveau de l'enroulement hélicoïdal, les rangées de spires enroulées sont agencées de sorte que des canaux d'huile se forment entre elles. Cela améliore les conditions de refroidissement des enroulements grâce aux flux d'huile de refroidissement. Les fils de bobinage hélicoïdaux sont enroulés sur des cylindres en papier-bakélite ou des gabarits divisés à l'aide de bandes de carton électriques et d'entretoises, qui forment des canaux verticaux le long de la surface intérieure de l'enroulement, ainsi qu'entre ses spires. Les enroulements à vis ont une résistance mécanique élevée. La réparation des enroulements des transformateurs de puissance peut être effectuée sans déchargement ou avec déchargement des noyaux magnétiques.
Une légère déformation des spires individuelles, des dommages à de petites sections d'isolation de fil, le desserrage des enroulements, etc., sont éliminés sans démonter la partie active du transformateur.
Lors de la réparation des enroulements sans les retirer, les spires déformées des enroulements sont redressées par des coups de marteau sur tampon en bois superposé à la bobine. Lors de la réparation de l'isolation de la spire sans démonter les enroulements, un tissu verni résistant à l'huile (marque LKhSM) est utilisé, qui est appliqué sur le conducteur nu de la spire. Le conducteur est pré-essoré avec une cale en bois pour faciliter le travail sur l'isolation de la bobine. Le ruban de tissu laqué est enroulé en chevauchement avec recouvrement du tour précédent du ruban sur V2 partie de sa largeur. Un bandage général de ruban de coton est appliqué sur la bobine isolée avec un tissu verni.
Le pré-pressage des enroulements affaiblis, dont la conception ne prévoit pas d'anneaux de pressage, est effectué à l'aide de joints isolants supplémentaires en carton électrique ou en getinaks. Pour ce faire, une cale en bois est temporairement martelée dans des rangées d'enroulement adjacentes pour affaiblir la densité des joints, assurant ainsi l'entrée du joint presseur entraîné à l'endroit affaibli. Bouchez le tampon de pression et passez à l'endroit suivant. Ce travail est effectué sur toute la circonférence de l'enroulement, obstruant les entretoises entre la culasse et l'isolation supplémentaire.
Les dégradations importantes des bobinages (courts-circuits de spire, rupture de l'isolation des bobinages sur l'acier du circuit magnétique ou entre les bobinages HT et BT...) sont éliminées après dépose des bobinages.
Pour démonter les enroulements, le circuit magnétique du transformateur est déchargé. Le travail commence par le dévissage des écrous supérieurs des montants verticaux. Ensuite, les écrous des goujons horizontaux sont dévissés, les goujons à pression horizontaux sont retirés du trou de la culasse et les poutres de la culasse sont retirées. L'une des poutres de culasse est pré-marquée d'un symbole (VN ou NN).
Le déchargement des plaques de la culasse supérieure du circuit magnétique commence simultanément du côté HT et BT, en retirant alternativement 2 à 3 plaques des colis extrêmes. Les plaques sont posées dans le même ordre dans lequel elles ont été retirées du joug. et liés dans des paquets. Pour protéger les plaques des noyaux du circuit magnétique contre les dommages à l'isolation et la diffusion, elles sont liées en enfilant un morceau de fil dans le trou du goujon.
Le démontage des enroulements des transformateurs de petite puissance est effectué manuellement et avec une puissance de 630 kV A et plus - à l'aide de dispositifs amovibles. Avant de soulever, l'enroulement est fermement attaché avec une corde sur toute la longueur et les poignées de l'appareil sont soigneusement amenées sous l'enroulement.
Les bobines endommagées sont remplacées par des neuves. Si une nouvelle bobine pendant le stockage peut être humidifiée, elle est séchée dans une chambre de séchage ou avec des rayons infrarouges.
Le fil de cuivre de la bobine défaillante est réutilisé. Pour ce faire, l'isolant du fil est brûlé dans le four, lavé à l'eau pour éliminer l'isolant restant, redressé et enroulé avec un nouvel isolant. Pour l'isolation, on utilise du papier pour câble ou téléphone de 15 à 25 mm de large, enroulé sur le fil en deux ou trois couches. La couche inférieure est appliquée bout à bout et la couche supérieure se chevauche avec un chevauchement du tour précédent de la bande de ½ ou ¼ de sa largeur. Des bandes de ruban isolant sont collées avec du vernis bakélite.
Souvent, une nouvelle bobine est fabriquée pour remplacer une bobine défaillante. La méthode de fabrication des enroulements dépend de leur type et de leur conception. La conception la plus parfaite est un enroulement continu, produit sans interruption. Dans la fabrication d'un enroulement continu, les fils sont enroulés sur un gabarit enveloppé d'une feuille de carton électrique de 0,5 mm d'épaisseur. Des lattes avec des entretoises sont posées sur le cylindre installé sur le bobinoir pour former des canaux et l'extrémité du fil de bobinage est fixée avec du ruban de coton. L'enroulement des spires d'enroulement continu peut être effectué dans le sens des aiguilles d'une montre (version droite) et dans le sens inverse des aiguilles d'une montre (version gauche). Allumez la machine et guidez le fil de bobinage uniformément le long du cylindre. Les transitions d'une bobine à l'autre lors de l'enroulement sont déterminées par le bordereau de règlement et s'effectuent dans l'intervalle entre les deux mêmes rails. Les emplacements des transitions de fils sont en outre isolés avec des boîtes en carton électrique, fixées avec un ruban de coton. Une fois l'enroulement terminé, des coudes sont réalisés (externes et internes), en les disposant conformément aux dessins et en les isolant. Aux extrémités de la bobine, des anneaux de support isolants sont installés et retirés de la machine. La bobine est tirée avec des plaques métalliques au moyen de tirants et envoyée pour sécher dans une chambre de séchage.
Le schéma de l'algorithme et la carte technologique pour la fabrication d'un enroulement multicouche d'un transformateur HT d'une puissance de 160 kV A et d'une tension de 10/04 kV sont donnés ci-dessous.

| Nbre p/p | Procédure de fabrication de bobinage | Outil, matériel |
| 1. | Préparez un cylindre en bakélite, pour lequel vérifier son état et ses dimensions, renforcez-le sur la machine. S'il n'y en a pas de prêt à l'emploi, faites un cylindre de carton électrique plus long que la longueur de l'enroulement de 32 mm | L'indicateur Electrocardboard EMC 1,5 - 2 mm d'épaisseur |
| 2. | Préparer le matériau isolant pour l'isolation intercalaire. Pour la fabrication d'isolant en couches, on utilise du carton électrique d'une épaisseur égale au diamètre du fil (ou à l'épaisseur de la bobine) ; l'isolant fini est enveloppé de papier téléphonique. | Ciseaux, papier câble (0,1 m), carton électrique CEM (0,5 mm) papier téléphonique (0,05 mm) |
| 3. | Installez la bobine de fil sur le plateau tournant, ajustez la tension du fil. | Plateau tournant, fil de bobinage PB d'un diamètre de 1,45 / 1,75. |
| 4. | Installez la courroie d'égalisation d'extrémité sur le cylindre près de la joue du gabarit. Pliez le fil conducteur à angle droit. | Rubans (gardien, laque). |
| Isolez la sortie et corrigez. | ||
| Passez le taraud dans la découpe du gabarit et fixez le gabarit sur la façade du bobinoir. | Marteau, coin en fibre. | |
| Enroulez une couche de la bobine en scellant ses spires dans le sens axial avec un coin. | Câble papier 0,1 mm. | |
| Enveloppez la première couche d'enroulement avec des couches de papier de câble. | ||
| 5. | Enroulez les couches d'enroulement en alternance. Chaque transition d'une couche à l'autre doit être en retard d'un tiers du cercle. A la fin de chaque couche (2 - 3 tours avant la fin), une courroie d'égalisation est installée (comme en 4). Entre les couches, des planches de hêtre sont installées conformément à la note de règlement. | Ciseaux manuels pour le métal. Planches de hêtre avec boîtes en carton. |
| Lors de la réalisation de robinets sur des bandes de hêtre, conformément à la note de règlement, les points de sortie des robinets sont marqués. | ||
| 6. | Effectuez les retraits conformément à la note de règlement. La section transversale des tarauds doit être d'au moins 1,5 - 2 sections de fil de bobinage d'un diamètre allant jusqu'à 1 mm et 1,2-1,25 - d'un diamètre supérieur à 1 mm. | |
| Isolez l'extrémité de la bobine avec du ruban adhésif dans une couche semi-chevauchante. | ||
| Passez l'extrémité de la bobine dans la boucle du ruban et serrez-la. Coupez le bout du ruban. | ||
| Poser le papier de câble en se chevauchant à moitié sur le couche supérieure enroulements. | ||
| Dénudez l'isolant aux extrémités de l'enroulement. | ||
| 7. | Retirez le bobinage de la machine. | Un marteau. |
| Attachez l'enroulement dans le sens axial à 3 - 4 endroits avec du ruban adhésif. | ||
| Fixez dans les endroits connectés avec des plots électriques en carton. | ||
| 8. | Tremper le bobinage dans le vernis pendant au moins 15 minutes et laisser le vernis s'égoutter (15 - 20 minutes). | Installation d'imprégnation et de séchage. Vernis Glyftel GF-95. une |
| Sécher l'enroulement à 100°C pendant 5-6 heures. | ||
| Cuire le vernis du bobinage à une température de 85 - 90 ° C pendant 18 - 20 heures avec soufflage d'air chaud. | ||
| Retirer du four et laisser refroidir l'enroulement. |
L'enroulement est séché à une température d'environ 100 ° C pendant 15 à 20 heures, en fonction du volume de la bobine, du degré d'humidité de l'isolation, de la température de séchage, etc. Ensuite, il est pressé, imprégné à une température de 60 - 80 ° C avec du vernis TF-95 et cuit à une température de 100 ° C pendant 10 à 12 heures.L'enroulement est cuit en deux étapes - d'abord, l'enroulement imprégné est séché à une température légèrement inférieure pour éliminer les solvants restant dans l'isolant , puis la température est augmentée pour cuire l'enroulement. Le séchage et la cuisson du bobinage augmentent la tenue diélectrique de l'isolant et la résistance mécanique de la bobine, lui conférant la solidité nécessaire.

Riz. 124. Machine à enrouler les enroulements de transformateur :
1 - moteur électrique; 2 - corps; 3 - entraînement par courroie; 4 - compteur de tours ; 5 - embrayage; 6 - broche; 7 - disque textolite; 8 - écrou; 9 - modèle ; 10 - pédale de commande.
Pour la fabrication des enroulements, diverses machines sont utilisées. Le bobinoir à console pour le bobinage des enroulements de transformateur de petite et moyenne puissance (jusqu'à 630 kVA) (Fig. 124) se compose d'un gabarit avec deux contre-coins en bois 9, des disques de textolite serrés 7 et des écrous fixes 8. Le gabarit est monté sur un broche 6, qui tourne à partir d'un moteur électrique 1 via une transmission par courroie 3. Pour compter le nombre de tours de fil, la machine dispose d'un compteur de bobines 4. L'enroulement fini est retiré du gabarit après avoir dévissé l'écrou 8, en retirant le droit disque et écartant les cales 9 du gabarit. La machine est commandée par une pédale 10 reliée à l'embrayage 5.

Riz. 125. Isolation du circuit magnétique (a) et calage des enroulements (c) lors de l'installation des enroulements du transformateur :
1 - isolation du joug; 2 - un cylindre en carton électrique; 3 - tiges rondes; 4 - lattes; 5 - rallonge.
Les enroulements sont montés sur les tiges du circuit magnétique, préalablement serrées ensemble avec un ruban de maintien (Fig. 125). Les enroulements montés sur le circuit magnétique sont calés à l'aide de bandes et de tiges de hêtre, après avoir préalablement posé deux couches de carton électrique entre les enroulements HT et BT. Les bandes de hêtre frottées à la paraffine sont d'abord insérées entre les emballages à une profondeur de 30 à 40 mm, puis elles sont martelées alternativement par paires opposées (Fig. 125, b). Sauver forme cylindrique enroulements, on martèle d'abord les tiges rondes 3, puis les bandes 4 au marteau à l'aide d'une rallonge en bois 5, en évitant de fendre les extrémités des tiges ou des bandes.
De la même manière, le bobinage BT est calé sur la tige par des plots ronds en bois, en les martelant sur toute la circonférence du bobinage entre le cylindre et les marches de la tige du circuit magnétique.
Après la fin du calage des enroulements, l'isolation de la culasse supérieure est installée et la culasse supérieure du circuit magnétique est chargée.
Dans les transformateurs de petite puissance, pour connecter des enroulements avec des contacts de commutation et des tiges d'entrée, les extrémités des fils sont soigneusement dénudées sur une longueur de 15 à 30 mm (selon leur section), superposées les unes aux autres, reliées par un support de ruban de cuivre étamé de 0,25 à 0 d'épaisseur, 4 mm ou un bandage de fil de cuivre étamé de 0,5 mm d'épaisseur et soudé avec de la soudure POS-30, en utilisant de la colophane ou du borax comme fondant.
Dans les transformateurs de haute puissance, une soudure cuivre-phosphore avec un point de fusion de 715 ° C est utilisée pour connecter les extrémités des enroulements et les fixer aux prises. Le lieu de soudure est nettoyé, isolé avec du papier et un tissu verni jusqu'à 25 mm de large et recouvert de vernis GF-95. Les robinets d'enroulement sont fabriqués avec un amortisseur à l'extrémité pour protéger le fil contre la rupture. Les prises des enroulements HT sur toute la longueur sont vernies GF-95.
Les parties isolantes du noyau du transformateur sont en carton, papier, bois. Ces matériaux sont hygroscopiques et absorbent l'humidité de l'air ambiant, réduisant leurs propriétés d'isolation électrique. Pour une résistance électrique élevée de l'isolation du noyau, celle-ci est séchée dans des fours dans des armoires spéciales, avec un ventilateur, etc.
La plus couramment utilisée dans la pratique est la méthode de séchage dans son propre réservoir chauffé: lorsqu'un courant alternatif traverse un enroulement spécial superposé à la surface isolée du réservoir, un champ magnétique puissant se forme, qui se ferme à travers l'acier du réservoir et le chauffe.
Sécher les transformateurs dans une cuve sans huile (pour accélérer le processus de séchage de la partie active et préserver la qualité de l'huile et de l'isolation des bobinages). L'enroulement magnétisant placé sur le réservoir chauffe le réservoir. Les spires d'enroulement sont placées sur la cuve de manière à ce qu'au moins 60 % de l'enroulement se trouve dans la partie inférieure de la cuve. Pendant le préchauffage, le couvercle du réservoir est également isolé. L'augmentation de la température est contrôlée en changeant le nombre de tours de l'enroulement, tout en ne permettant pas à la température des enroulements de monter au-dessus de 100°C, et la température du réservoir au-dessus de 110-120°C.
L'indicateur de fin de séchage est la valeur constante de la résistance d'isolement des enroulements pendant 6 heures à une température constante non inférieure à 80°C. Une fois le séchage terminé et la température des enroulements descend à 75-80 °C, la cuve du transformateur est remplie d'huile sèche.
Réparation de réservoir de transformateur
La surface intérieure du réservoir est nettoyée avec un grattoir en métal et lavée avec de l'huile de transformateur usée. Les bosses sont chauffées par une flamme brûleur à gaz et redresser à coups de marteau. Les fissures sur la nervure et la paroi de la coque sont soudées soudage au gaz, et dans le tuyau - par soudage électrique. Pour vérifier la qualité de la soudure, le côté extérieur de la couture est nettoyé et recouvert de craie, et humidifié de kérosène de l'intérieur (s'il y a des fissures, la craie est mouillée de kérosène et s'assombrit). L'étanchéité du corps est vérifiée en remplissant le réservoir avec de l'huile usagée pendant 1 heure à une température non inférieure à 10°C.
Avant le soudage, des fissures à ses extrémités sont percées à travers des trous d'un diamètre de plusieurs millimètres. Les bords de la fissure sont chanfreinés et soudés par soudage électrique. La densité de la couture est contrôlée à l'aide de kérosène. Les coutures lâches sont découpées et soudées à nouveau.
Réparation de prolongateur
Lors de la réparation de l'expanseur, vérifiez l'intégrité du tube de verre de l'indicateur d'huile, l'état des joints. Verre plat défectueux ou tube de verre les jauges d'huile sont remplacées. Les joints en caoutchouc et les joints qui ont perdu leur élasticité sont remplacés par de nouveaux en caoutchouc résistant à l'huile. Les sédiments sont retirés du fond de l'expanseur et lavés avec de l'huile propre. Le liège est frotté avec une fine poudre abrasive. La garniture de presse-étoupe est remplacée par une nouvelle, qui est préparée à partir d'un cordon d'amiante imbibé d'un mélange de graisse, de paraffine et de poudre de graphite.
Vérifier la solidité et l'étanchéité de la fixation du diaphragme en verre au tuyau de sécurité ; l'intérieur du tuyau est nettoyé de la saleté et lavé avec de l'huile de transformateur propre.
Lors de la réparation des transformateurs, une attention particulière est portée à la sécurité des isolateurs et au renforcement des traversées. Les éclats jusqu'à 3 cm² ou les rayures jusqu'à 0,5 mm de profondeur sont lavés à l'acétone et recouverts de deux couches de vernis bakélite, en séchant chaque couche dans un four à une température de 50 à 60 ° C.
Réparation des coutures de renfort
Les joints de renforcement sont réparés comme suit: la section endommagée du joint est nettoyée avec un ciseau et remplie d'une nouvelle composition de ciment. Si la couture de renfort est détruite de plus de 30%, la douille est complètement remplacée. La composition de cimentation par portion d'un apport est préparée à partir d'un mélange constitué (en poids) de 140 parties de magnésite, 70 parties de poudre de porcelaine et 170 parties de solution de chlorure de magnésium. Cette composition est utilisée pendant 20 minutes. Une fois le mastic durci, le joint est nettoyé et recouvert d'émail nitro 624C.
Nettoyage du filtre thermosiphon
Le filtre thermosiphon est nettoyé de l'ancien sorbant, la cavité interne est lavée avec de l'huile de transformateur, remplie d'un nouvel absorbant et fixée au réservoir du transformateur sur des brides.
Réparation de commutateur
La réparation de l'interrupteur consiste à éliminer les défauts des connexions de contact, des tubes isolants des cylindres et des dispositifs d'étanchéité. Les contacts sont nettoyés, lavés avec de l'acétone et de l'huile de transformateur. Les contacts brûlés et fondus sont classés avec un fichier. Les contacts cassés et brûlés sont remplacés par de nouveaux. Les dommages mineurs à l'isolation du tube ou du cylindre sont restaurés avec deux couches de vernis bakélite. Les points de connexion affaiblis des robinets d'enroulement sont soudés avec de la soudure POS-30.
L'interrupteur réparé est assemblé, le site d'installation est essuyé avec un chiffon, le joint du presse-étoupe est inspecté, la poignée de l'interrupteur est remplacée et les goujons sont serrés. La qualité de l'interrupteur est vérifiée en changeant ses positions. La commutation doit être claire et les goupilles de verrouillage dans toutes les positions doivent entrer complètement dans leurs douilles.
Le contrôle du fonctionnement d'un appareil de coupure pour la régulation de tension en charge consiste à déterminer le bon fonctionnement des contacts mobiles en série. un et b interrupteur et contacteurs K1 et K2. La violation de la séquence de fonctionnement de ces éléments du dispositif de commutation peut entraîner de graves dommages au transformateur et un accident sur le réseau électrique.
Assemblage du transformateur
L'assemblage d'un transformateur sans détendeur, dont les entrées sont situées sur les parois du réservoir, commence par abaisser la partie active dans le réservoir, puis les entrées sont installées, les prises des enroulements leur sont connectées et l'interrupteur , et le couvercle du réservoir est installé. De petits couvercles de transformateur de puissance sont installés sur les goujons de levage de la partie active, complétés par les pièces nécessaires, et dans les plus puissants, assemblés séparément. Lors du montage, la mise en place correcte des joints d'étanchéité et le serrage des écrous de fixation sont contrôlés. La longueur des plots de levage est ajustée pour que la partie amovible du circuit magnétique et le capot soient correctement positionnés à leur place. Prédéterminer la longueur requise des goujons de levage avec une latte en bois. La longueur des goujons est ajustée en déplaçant l'écrou.
La partie active du transformateur à l'aide de dispositifs de levage est abaissée dans le réservoir avec un joint d'étanchéité en feuille de caoutchouc résistant à l'huile (Fig. 126).

Riz. 126. Joint d'étanchéité (a) et méthodes d'installation du ou des joints lors de l'étanchéité du réservoir avec un joint en caoutchouc résistant à l'huile:
1 - paroi du réservoir ; 2 - limiteur ; 3 - couvercle du réservoir ; 4 - joint; 5 - cadre de réservoir.
Des supports sont installés sur le couvercle du réservoir pour fixer un extenseur avec un indicateur d'huile, un tuyau de sécurité, un actionneur de commutation, un relais de gaz et un fusible de soufflage.
Le transformateur est rempli d'huile de transformateur sèche jusqu'au niveau requis en fonction de l'indicateur d'huile du détendeur, l'étanchéité des raccords et des pièces est vérifiée, ainsi que l'absence de fuite d'huile des joints et des coutures.