Reparatur von Leistungstransformatoren. Wir reparieren Leistungstransformatoren
Lesen Sie auch
TYPISCHE TECHNOLOGISCHE KARTE
INSTALLATION VON LEISTUNGSTRANSFORMATOREN MIT NATÜRLICHER ÖLKÜHLUNG, SPANNUNG BIS 35 kV, LEISTUNG BIS 2500 kVA
1 EINSATZGEBIET
Für die Installation von Leistungstransformatoren wurde eine typische technologische Karte entwickelt.
Allgemeine Information
Anforderungen an Transport, Lagerung sowie Montage und Inbetriebnahme von Leistungstransformatoren sind in der Anweisung „Transport, Lagerung, Montage und Inbetriebnahme von Leistungstransformatoren mit Spannung bis einschließlich 35 kV ohne Revision ihrer Aktivteile“ und den technischen Anleitungen festgelegt "Leistungstransformatoren, Transport, Entladung, Lagerung, Installation und Inbetriebnahme".
Der vom Gerätelieferanten (Hersteller, Zwischensockel) eingetroffene Leistungstransformator wird einer Fremdüberwachung unterzogen. Während der Inspektion prüfen sie das Vorhandensein aller Stellen gemäß der Eisenbahnrechnung, den Zustand der Verpackung, das Fehlen von Öllecks an den Verbindungen der Kühler mit dem Tank und an Dichtungsstellen, die Unversehrtheit der Dichtungen usw .
Die Verpackung von Trockentransformatoren muss deren Schutz vor mechanischer Beschädigung und direkter Feuchtigkeitseinwirkung gewährleisten.
Wenn eine Störung oder ein Schaden festgestellt wird, wird ein Akt erstellt, der an das Werk oder die Zwischenbasis gesendet wird.
Nach der Inspektion und Abnahme des Transformators beginnen sie mit dem Entladen.
Es wird empfohlen, den Transformator mit einem Brücken- oder Mobilkran oder einer stationären Winde mit entsprechender Tragfähigkeit zu entladen. Wenn keine Hebemittel vorhanden sind, darf der Transformator mit Hydraulikhebern auf den Schwellenständer abgeladen werden. Das Entladen der Trafoeinheiten (Kühler, Heizkörper, Filter usw.) erfolgt mit einem Kran mit einer Tragfähigkeit von 3 bis 5 Tonnen.
Zum Anheben des Transformators sind spezielle Haken an den Wänden seines Tanks und Ösen (Heberinge) auf dem Dach des Tanks vorgesehen. Das Anschlagen von Kabeln für große Transformatoren erfolgt nur mit Haken, für kleine und mittlere - mit Haken oder Ösen. Bolzen und Hebeseile, die zum Heben verwendet werden, müssen aus bestehen Stahlseil mit einem bestimmten Durchmesser, der der Masse des Transformators entspricht. Um Kabelbrüche zu vermeiden, sind alle scharfen Kanten der Bögen mit Holzleisten unterlegt.
Der zerlegt ankommende schwere Trafo wird mit einem Schwerlast-Eisenbahnkran entladen. In Ermangelung eines solchen Krans erfolgt das Entladen mit Winden und Wagenhebern. Dazu wird der auf dem Bahnsteig installierte Trafokessel zunächst mit zwei Hebeböcken an den an Boden und Wänden des Kessels angeschweißten Hebebügeln angehoben, dann ein separat vom Kessel gelieferter Wagen unter den Kessel und mit dessen Hilfe gebracht Winden wird der Tank von der Plattform auf einen speziell vorbereiteten Schlafkorb gerollt. Das Rollen erfolgt entlang von Stahlbändern, die unter den Laufrollen des Wagens angeordnet sind. Der Rest der Transformatorknoten ( Ausgleichsbehälter, Outlets etc.) werden mit konventionellen Kränen entladen.
Der unbeladene Trafo wird zum Aufstellort oder zur Revision in die Werkstatt transportiert. Je nach Masse des Trafos erfolgt der Transport per PKW oder auf einem schweren Anhänger. Die Beförderung durch Schleppen oder auf Stahlblech ist verboten.
Fahrzeuge, die für den Transport von Transformatoren verwendet werden, müssen über eine horizontale Ladefläche verfügen, auf der ein Transformator frei installiert werden kann. Wenn sich der Transformator am Fahrzeug befindet Hauptachse Trafo muss zur Fahrtrichtung passen. Bei der Installation eines Transformators an einem Fahrzeug muss die Lage der Eingänge am Transformator berücksichtigt werden, um ein nachträgliches Wenden vor der Installation an einer Unterstation zu verhindern.
Demontierte Komponenten und Teile können zusammen mit dem Transformator transportiert werden, wenn die Tragfähigkeit des Fahrzeugs dies zulässt und die Anforderungen für den Transport des Transformators selbst und seiner Komponenten nicht verletzt werden.
Die Tragfähigkeit des Fahrzeugs darf nicht geringer sein als die Masse des Transformators und seiner Elemente, falls sie zusammen mit dem Transformator transportiert werden. Während des Transports dürfen keine Zug-, Brems- oder andere Kräfte auf die Konstruktionselemente des Transformators ausgeübt werden.
Abbildung 1 zeigt ein Diagramm der Installation eines Transformators in einem Auto.
Abb.1. Schema der Installation und Befestigung des Transformators am Auto
In einigen Fällen vor der Installation Transformatoren lange Zeit in Lagern vor Ort gelagert. Die Aufbewahrung sollte so organisiert und durchgeführt werden, dass dies ausgeschlossen werden kann mechanischer Schaden Transformatoren und Dämpfung der Isolierung ihrer Wicklungen. Diese Anforderungen werden durch bestimmte Lagerbedingungen erfüllt. Je nach Ausführung und Versandart von Transformatoren sind deren Lagerbedingungen unterschiedlich. In allen Fällen ist es erforderlich, dass die Lagerzeit der Transformatoren die in den oben genannten Anweisungen angegebene maximal zulässige Zeit nicht überschreitet.
Die Lagerbedingungen von Leistungstransformatoren mit natürlicher Ölkühlung werden gemäß der Gruppe der Lagerbedingungen der OZHZ akzeptiert, d.h. in offenen Bereichen.
Die Lagerbedingungen für trockene, nicht versiegelte Transformatoren müssen den Bedingungen der Gruppe L entsprechen, Transformatoren mit einem nicht brennbaren flüssigen Dielektrikum - Gruppe OZh4. Lagerbedingungen für Ersatzteile (Relais, Befestigungselemente usw.) für alle Arten von Transformatoren müssen der Bedingungsgruppe C entsprechen.
Trockentransformatoren sind in eigenen Gehäusen oder Originalverpackungen zu lagern und vor direkter Einwirkung von atmosphärischen Niederschlägen zu schützen. Öltransformatoren und Transformatoren mit nicht brennbarem flüssigem Dielektrikum müssen in eigenen Tanks gelagert werden, die mit provisorischen (während des Transports und der Lagerung) Stopfen hermetisch verschlossen und mit Öl oder flüssigem Dielektrikum gefüllt sind.
Bei der Lagerung von Transformatoren bis einschließlich 35 kV, die mit Öl ohne Expander transportiert werden, muss die Installation des Expanders und das Hinzufügen von Öl so schnell wie möglich erfolgen. kurzfristig aber nicht später als 6 Monate. Bei der Lagerung von Transformatoren mit einer Spannung von 110 kV und mehr, die ohne Expander mit Öl und ohne Öl transportiert werden, sollte die Installation des Expanders, das Nachfüllen und das Befüllen mit Öl so schnell wie möglich, spätestens jedoch nach 3 Monaten, erfolgen das Ankunftsdatum des Transformators. Das Öl muss den Anforderungen des PUE entsprechen. Der Ölstand muss regelmäßig überwacht werden (wenn der Stand sinkt, muss Öl nachgefüllt werden), mindestens alle 3 Monate muss eine Ölprobe für eine reduzierte Analyse entnommen werden. Das Fehlen von Öllecks aus dem Transformatorkessel wird regelmäßig durch Spuren auf dem Kessel und den Armaturen überprüft. Versiegelte Öltransformatoren und Transformatoren mit nicht brennbarem flüssigem Dielektrikum müssen in der Verpackung des Herstellers gelagert und vor direktem Niederschlag geschützt werden.
2. ORGANISATION UND TECHNOLOGIE DER ARBEITSLEISTUNG
INSTALLATION VON LEISTUNGSTRANSFORMATOREN MIT NATÜRLICHER ÖLKÜHLUNG
Die Anlagen verwenden hauptsächlich Leistungstransformatoren mit natürlicher Ölkühlung, Spannung bis 35 kV, Leistung bis 2500 kVA. Der Arbeitsumfang für die Installation eines Leistungstransformators mit natürlicher Ölkühlung hängt davon ab, ob er ab Werk montiert oder teilzerlegt geliefert wird. Unabhängig von der Art der Lieferung ist die Reihenfolge der Installationsarbeiten gleich.
Bei der Installation eines Leistungstransformators müssen die folgenden Vorgänge nacheinander ausgeführt werden:
Akzeptieren Sie einen Raum (Installationsort) und einen Transformator für die Installation;
Überprüfen Sie den Transformator;
Trocknen Sie die Wicklungen (falls erforderlich);
Montieren und installieren Sie den Transformator an Ort und Stelle.
Abnahme zur Installation eines Raumes (Installationsort) und eines Transformators
Der Raum (Freifläche) für die Aufstellung des Trafos muss vollständig bauseits fertiggestellt sein. Hebevorrichtungen oder Portale müssen vor der Installation des Transformators installiert und getestet werden.
Wie Sie wissen, muss die Lieferung von Leistungstransformatoren und deren Lieferung an den Installationsort vom Kunden durchgeführt werden. Bei der Annahme von Transformatoren zur Installation und der Bestimmung der Möglichkeit weiterer Arbeiten werden alle Fragen des Transports und der Lagerung, der Zustand der Transformatoren für die äußere Inspektion und die Bestimmung der Isolationseigenschaften, die Bereitschaft und Ausstattung des Raums oder des Installationsorts berücksichtigt.
Der Kunde muss die folgenden erforderlichen Informationen und Dokumente einreichen:
Versanddatum der Transformatoren vom Hersteller;
Transportbedingungen des Herstellers (mit Bahn oder anderem Transport, mit oder ohne Öl, mit oder ohne Expander);
Abnahmebescheinigung des Transformators und der Komponenten datiert Eisenbahn;
Schema der Entladung und des Transports von der Eisenbahn zum Installationsort;
Lagerbedingungen für Transformatoren und Komponenten (Ölstand im Transformator, Zeitraum zum Einfüllen und Nachfüllen von Öl, Eigenschaften des eingefüllten oder nachgefüllten Öls, Ergebnisse der Isolationsbewertung des Transformators, Ölprobenprüfungen, Dichtheitsprüfungen usw.).
Gleichzeitig wird der Zustand des Transformators durch äußere Begutachtung, die Ergebnisse der Transformator-Dichtheitsprüfung und den Zustand des Indikator-Kieselgels beurteilt.
Bei einer externen Prüfung prüfen sie auf Dellen, die Sicherheit der Dichtungen an den Abgriffen und Steckern des Transformators.
Die Dichtheit des Transformators wird vor der Installation überprüft, bevor Öl nachgefüllt oder eingefüllt wird. Die Plomben dürfen vor der Dichtheitsprüfung nicht angezogen werden. Die Dichtheit von Transformatoren, die mit einem Expander transportiert werden, wird innerhalb der Grenzen der Ölindikatormarken bestimmt.
Die Dichtheitsprüfung von mit Öl transportierten Transformatoren und einem demontierten Expander wird durch Druck einer 1,5 m hohen Ölsäule von der Ebene der Abdeckung für 3 Stunden durchgeführt. Die Dichtheit des Transformators kann überprüft werden, indem im Tank ein Überdruck von 0,15 kgf/cm (15 kPa) erzeugt wird. Der Transformator gilt als dicht, wenn der Druck nach 3 Stunden auf nicht mehr als 0,13 kgf/cm (13 kPa) abfällt. Die Überprüfung der Dichtheit von ohne Öl transportierten, mit trockener Luft oder Inertgas gefüllten Transformatoren erfolgt durch Erzeugen eines Überdrucks von 0,25 kgf / cm (25 kPa) im Tank. Der Transformator gilt als dicht, wenn der Druck nach 6 Stunden bei einer Temperatur auf nicht mehr als 0,21 kgf / cm (21 kPa) abfällt Umfeld 10-15 °С. Die Erzeugung von Überdruck im Transformatorkessel erfolgt durch Pumpen trockener Luft durch einen Kieselgeltrockner mit Kompressor oder durch Zufuhr von trockenem Inertgas (Stickstoff) aus Flaschen in den Kessel.
Die Abnahme der Transformatoren für die Installation wird durch einen Akt der festgelegten Form dokumentiert. An der Abnahme nehmen Vertreter der Kunden-, Montage- und Inbetriebsetzungsorganisationen (für Transformatoren ab Baugröße IV) teil.
Revision
Ein Audit von Leistungstransformatoren wird vor der Installation durchgeführt, um ihren Zustand zu überprüfen, mögliche Mängel und Schäden zu erkennen und rechtzeitig zu beseitigen. Die Prüfung kann ohne Prüfung des abnehmbaren (aktiven) Teils oder mit dessen Prüfung durchgeführt werden. Alle einbaupflichtigen Transformatoren unterliegen Audits ohne Inspektion des abnehmbaren Teils. Bei Feststellung von Schäden am Transformator, die Vermutungen über das Vorliegen innerer Fehler zulassen, wird ein Audit mit Inspektion des Einschubs durchgeführt.
Stromwandler haben zusätzliche Geräte, wodurch ihr abnehmbarer Teil während des Transports vor Beschädigungen geschützt wird. Dies macht es möglich, unter bestimmten Lagerungs- und Transportbedingungen auf eine mühsame und teure Operation - eine Prüfung mit Anheben des abnehmbaren Teils - zu verzichten. Die Entscheidung, Transformatoren ohne Revision des Einschubteils zu installieren, sollte auf der Grundlage der Anforderungen der Anweisungen "Transport, Lagerung, Installation und Inbetriebnahme von Leistungstransformatoren für Spannungen bis einschließlich 35 kV ohne Revision ihrer aktiven Teile" und " Leistungstransformatoren Transport, Entladung, Lagerung, Installation und Inbetriebnahme. Gleichzeitig erfolgt mit der Durchführung der entsprechenden Protokolle eine umfassende Bewertung der Erfüllung der Anforderungen der Weisungen. Werden die Anforderungen der Anleitung nicht erfüllt oder bei der äußeren Prüfung Mängel festgestellt, die nicht ohne Öffnen des Kessels behoben werden können, unterliegt der Transformator einer Revision mit Prüfung des abnehmbaren Teils.
Bei der Durchführung eines Audits ohne Inspektion des abnehmbaren Teils wird eine gründliche externe Untersuchung des Transformators durchgeführt, eine Ölprobe wird zur Prüfung der Durchschlagsfestigkeit und zur chemischen Analyse entnommen; Messen Sie den Isolationswiderstand der Wicklungen.
Überprüfen Sie während der Inspektion den Zustand der Isolatoren, stellen Sie sicher, dass an den Dichtungen und an den Schweißnähten kein Öl austritt und dass der erforderliche Ölstand im Expander vorhanden ist.
Die in einem Standardbehälter ermittelte elektrische Festigkeit des Öls sollte nicht weniger als 25 kV für Geräte mit höherer Spannung bis einschließlich 15 kV, 30 kV für Geräte bis 35 kV und 40 kV für Geräte mit einer Spannung von 110 bis 220 betragen kV inklusive.
Die chemische Analyse von Transformatorenöl wird in einem speziellen Labor durchgeführt und die Konformität festgestellt chemische ZusammensetzungÖle nach den Anforderungen von GOST.
Der Isolationswiderstand der Wicklungen wird mit einem Megaohmmeter bei einer Spannung von 2500 V gemessen. Der Isolationswiderstand wird zwischen den Wicklungen höherer und niedrigerer Spannung, zwischen jeder der Wicklungen und dem Gehäuse gemessen. Für Öltransformatoren mit höherer Spannung bis einschließlich 35 kV und Leistung bis einschließlich 6300 kVA, Isolationswiderstandswerte gemessen in der sechzigsten Sekunde () muss mindestens 450 MΩ bei +10 °C, 300 MΩ bei +20 °C, 200 MΩ bei +30 °C, 130 MΩ bei +40 °C betragen. Der Wert des Absorptionskoeffizienten muss für Transformatoren mit einer Leistung bis einschließlich 6300 kVA mindestens 1,3 betragen.
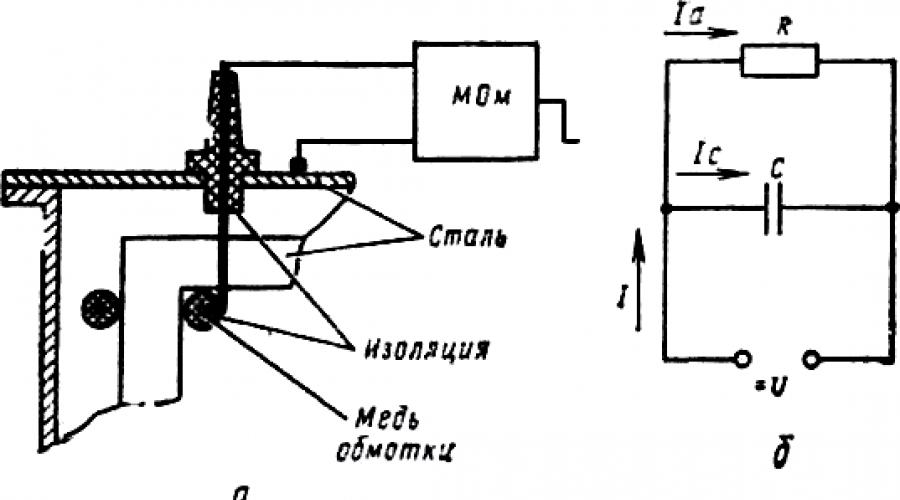
Die physikalische Essenz des Absorptionskoeffizienten ist wie folgt. Die Art der zeitlichen Änderung des Messwertes des Isolationswiderstandes der Wicklung hängt von deren Zustand ab, insbesondere vom Feuchtigkeitsgrad. Um die Essenz dieses Phänomens zu verstehen, verwenden wir das Ersatzschaltbild der Wicklungsisolation.
Abbildung 2 zeigt die Isund das Ersatzschaltbild. Bei der Messung des Isolationswiderstandes mit einem Megaohmmeter wird eine Gleichspannung an die Isolierung der Wicklung angelegt. Je trockener die Wicklungsisolation ist, desto größer ist die Kapazität des aus den Wicklungsleitern und dem Transformatorgehäuse gebildeten Kondensators und desto größer fließt daher der Ladestrom dieses Kondensators Anfangszeit Messungen (in der fünfzehnten Sekunde nach dem Anlegen der Spannung) und die Megohmmeter-Messwerte werden kleiner ( ).
In der nächsten Messperiode (in der sechzigsten Sekunde) endet die Kondensatorladung, der Ladestrom nimmt ab und der Megohmmeterwert steigt () .
Je trockener die Isolierung der Wicklungen ist, desto größer ist der Unterschied in den Messwerten des Megaohmmeters in den ersten () und letzten () Messperioden und je feuchter die Isolierung der Transformatorwicklungen, desto geringer ist der Unterschied in diesen Messwerten . 
6. TECHNISCHE UND WIRTSCHAFTLICHE INDIKATOREN
Staatshaushaltsnormen.
Bundeseinheitspreise für die Installation von Geräten.
Teil 8. Elektrische Installationen
FERM 81-03-08-2001
Verordnung des russischen Ministeriums für regionale Entwicklung vom 04.08.2009 N 321
Tabelle 08-01-001. Leistungstransformatoren und Spartransformatoren
Messgerät: Stck.
| Preiscode | Name und technische Spezifikationen Ausstattung oder Befestigungsarten | Direkte Kosten, reiben. | Einschließlich reiben. | Arbeitskosten der Arbeitnehmer - Monteure, Mannstunden |
|||
| Löhne der Arbeiter Installateure | Maschinenbetrieb | Kamerad- Rial | |||||
| Gesamt | einschließlich die Löhne der Arbeiter, die die Maschine bedienen | ||||||
| Drehstromtransformator: |
|||||||
| 08-01-001-06 | 35 kV mit einer Leistung von 2500 kVA | 7018,51 | 2635,88 | 3748,71 | 360,72 | 633,92 | 274 |
REFERENZLISTE
SNiP 3.03.01-87. Tragende und umschließende Konstruktionen.
SNiP 03.12.2001. Arbeitssicherheit am Bau. Teil 1. Allgemeine Anforderungen.
SNiP 12-04-2002. Arbeitssicherheit am Bau. Teil 2. Bauproduktion.
GOST 12.2.003-91. SSBT. Produktionsausrüstung. Allgemeine Sicherheitsanforderungen.
GOST 12.3.009-76. SSBT. Be- und Entladearbeiten. Allgemeine Sicherheitsanforderungen.
GOST 12.3.033-84. SSBT. Baufahrzeuge. Allgemeine Sicherheitsanforderungen für den Betrieb.
GOST 24258-88. Gerüstwerkzeuge. Allgemein technische Bedingungen.
PPB 01-03. Regeln Brandschutz in Russische Föderation.
Der elektronische Text des Dokuments wurde von CJSC "Kodeks" erstellt.
und nach dem Material des Autors verifiziert.
Autor: Demyanov A.A. - Ph.D., Lehrer
Wehrtechnik- und Technische Hochschule,
Sankt Petersburg, 2009
inklusive Umbau (Änderung Strukturelemente) und Modernisierung (Änderung der Nennspannungen und -leistungen).
Produktion des Khmelnitsky-Werks von PJSC ("Ukrelectroapparat") mit einer Garantie der Hersteller.
Versorgungsspannung: 6 kV, 10 kV, 35 kV, nicht standardisiert.
Ausgangsspannung: 0,23 kV, 0,4 kV, 0,5 kV, 0,66 kV nicht standardmäßig.
Wir erfüllen immer unsere Verpflichtungen, damit unsere Kunden sich auf ein angemessenes Maß an Service und Qualitätsarbeit verlassen können.
Aktuelle Reparatur von Transformatoren mit einer Kapazität von 10.000 - 63.000 kV-A 1. Zusammensetzung der Ausführenden
Elektromechanik - 1
Arbeitsbedingungen
Die Arbeiten werden ausgeführt:
2.1. Mit Stressabbau
2.2. Neben
Vorarbeiten und Arbeitserlaubnis
4.1. Beantragen Sie am Vorabend der Arbeiten die Rücknahme des Trans für die Reparatur
Formatierer.
4.2. Überprüfen Sie die Gebrauchstauglichkeit und das Verfallsdatum von Schutzausrüstungen und -geräten
Graben, bereiten Werkzeuge, Befestigungsvorrichtungen und Materialien vor.
4.3. Nach Erteilung eines Auftrags an den Vorarbeiter erhalten Sie Anweisungen von
die Person, die den Auftrag erteilt hat.
4.4. Betriebspersonal zur Vorbereitung des Arbeitsplatzes.
Damit der Vorarbeiter die Ausführung prüft technische Maßnahmen an
Arbeitsplatzvorbereitung.
4.5. Holen Sie sich das Team an die Arbeit.
4.6. Der Vorarbeiter hat die Angehörigen der Brigade klar und deutlich zu instruieren
Aufgaben unter ihnen verteilen.
Ende der Technologiekarte Nr. 2.2.
| Ölwechsel in Hydraulikdichtungen von ölgefüllten Buchsen a Kieselgel in feuchtigkeitsabsorbierenden Patronen (siehe Abb. 2.1.1 ., Abb. 2. 1 .3.) | Der Zustand des Kieselgels in den Trockenmittelpatronen wird durch die Farbe des Indikator-Kieselgels bestimmt. Wechselt die Farbe von blau nach rosa, ersetzen Sie das Silikagel in den Kartuschen und das Öl in der Wasserdichtung. Siliga Gel bei trockener Witterung erneuern, Trockner max. eine Stunde außer Betrieb nehmen. Überprüfen Sie den Ölstand in der Hydraulikdichtung. Silikagel-Ersatz läuft auf die folgende Weise: Trennen Sie die Patrone vom Eingang, ersetzen Sie das Silikagel, nachdem Sie die Patrone zuvor von Verunreinigungen gereinigt haben, wechseln Sie das Öl in der Hydraulikdichtung, befestigen Sie die Patrone am Eingang | |
| Überprüfung des Betriebszustands der Kräne und Dämpfer des Transformators | Prüfen Sie die Einhaltung der Arbeitsstellung von Geräten, Ventilen, Klappen. Führen Sie eine Inspektion durch, indem Sie den Ölstand in den Durchführungen und Tanks des Transformators überprüfen. Notieren Sie Messwerte von thermischen Alarmen, Ölstandsanzeigen, Lufttemperatur, Position der Schalter aller Wicklungen |
Notiz. Alle Arbeiten mit ölgefüllten und 110-220-kV-Durchführungen müssen in Zusammenarbeit mit einem RRU-Spezialisten durchgeführt werden.
Abschluss der Arbeiten
Routing Nr. 2.3. Aktuelle Reparatur von Spartransformatoren für Spannung 110-220 kV
Gießen
Elektromechanik - 1
Elektriker für Umspannwerke 4. Kategorie - 1
Elektriker für Umspannwerke 3. Kategorie - 1
Arbeitsbedingungen
Die Arbeiten werden ausgeführt:
2.1. Mit Stressabbau
2.2. Neben
3. Schutzausrüstung, Geräte, Werkzeuge, Vorrichtungen und Materialien:
Schutzhelme, Sicherheitsgurt, Leiter, Erdung, Shorts, dielektrische Handschuhe, Megaohmmeter für Spannung 1000 und 2500 V, Stoppuhr, Thermometer, Wasserwaage, Pumpe mit Manometer und Schlauch, Schraubenschlüssel, Kombizange, Schraubendreher, Schaber, Bürsten, Behälter zum Ablassen Sediment, Glasbehälter mit Bodenstopfen für Ölproben, Indikator-Kieselgel, Kieselgel, Transformatorenöl, TsIA-TIM-Schmiermittel, Testbenzin, feuchtigkeits-ölbeständiger Lack oder Emaille, Ersatz-Ölanzeigegläser, Gummidichtungen, Reinigungsmaterial , Lappen
Technologische Karte Nr. 2.4. Aktuelle Reparatur von Transformatoren mit einer Kapazität von 40 - 630 kV-A
Gießen
Elektromechanik - 1
Elektriker für Umspannwerke 3. Kategorie - 1
Arbeitsbedingungen
Die Arbeiten werden ausgeführt:
2.1. Mit Stressabbau
2.2. Neben
3. Schutzausrüstungen, Geräte, Werkzeuge, Vorrichtungen und Materialien:
Schutzhelme, Sicherheitsgurt, Leiter, Erdung, Shorts, dielektrische Handschuhe, Megaohmmeter für Spannung 1000 und 2500 V, Stoppuhr, Thermometer, Wasserwaage, Pumpe mit Manometer und Schlauch, Schraubenschlüssel, Kombizange, Schraubendreher, Schaber, Bürsten, Behälter zum Ablassen Sediment, Glasbehälter mit Bodenstopfen für Ölproben, Indikator-Kieselgel, Kieselgel, Zeolith, Transformatorenöl, CIATIM-Schmiermittel, Testbenzin, feuchtigkeits-ölbeständiger Lack oder Emaille, Ersatz-Ölanzeigegläser, Gummidichtungen, Reinigungsmaterial , Lappen
Öltrennschalter
Fortsetzung der technologischen Landkarte Nr. 3.1.
Gießen
Elektromechanik - 1
Elektriker für Umspannwerke 4 Kategorien - 1 Elektriker für Umspannwerke 3 Kategorien - 1
Arbeitsbedingungen
Die Arbeiten werden ausgeführt:
2.1. Mit Stressabbau
2.2. Neben
3. Schutzausrüstungen, Geräte, Werkzeuge, Vorrichtungen und Materialien:
Schutzhelme, Sicherheitsgurt, Leiter, Erdung, Kurzschluss, dielektrische Handschuhe, Megaohmmeter für Spannung 1000 und 2500 V, elektrische Stoppuhr, Schraubenschlüssel, kombinierte Zangen, Schraubendreher, Schaber, Bürsten, Glasbehälter mit Bodenstopfen für Ölproben, Kieselgel Indikator, Kieselgel, Transformatorenöl, CIATIM-Fett, Testbenzin, Isolierlack, Ersatz-Ölanzeigegläser, Gummidichtungen, Reinigungsmittel, Putzlappen
Gießen
Elektromechanik - 1
Elektriker für Umspannwerke 3. Kategorie - 1
Arbeitsbedingungen
Die Arbeiten werden ausgeführt:
2.1. Mit Stressabbau
2.2. Neben
3. Schutzausrüstungen, Geräte, Werkzeuge, Vorrichtungen und Materialien:
Schutzhelme, Sicherheitsgurt, Leiter, Erdung, Kurzschluss, dielektrische Handschuhe, Megaohmmeter für Spannung 1000 und 2500 V, LVI-100-Prüfstand, elektrische Stoppuhr, Schraubenschlüssel, Kombizange, Schraubendreher, Schaber, Bürsten, Transformatoröl, CIATIM-Schmiermittel, Testbenzin, Isolierlack, Ersatz-Ölanzeigegläser, Gummidichtungen, Reinigungsmittel, Lappen
Abschluss der Arbeiten
6.1. Sammeln Sie Instrumente, Werkzeuge, Vorrichtungen und Materialien.
6.2. Kehre zur Umspannstation der Schalttafel zurück.
6.3. Passieren Arbeitsplatz zugeben und das Outfit schließen
6.4. Halten Sie die Ergebnisse der durchgeführten Messungen in einem Protokoll fest.
Gießen
Elektromechanik - 1
Elektriker für Umspannwerke 3. Kategorie - 1
Arbeitsbedingungen
Die Arbeiten werden ausgeführt:
2.1. Mit Stressabbau
2.2. Neben
3. Schutzausrüstungen, Geräte, Werkzeuge, Vorrichtungen und Materialien:
Schutzhelme, Erdung, Kurzschluss, dielektrische Handschuhe, Megaohmmeter für Spannung 1000 und 2500 V, elektrische Stoppuhr, Schraubenschlüssel, Kombizange, Schraubendreher, Schaber, Transformatorenöl, TsIA-TIM-Fett, Testbenzin, Isolierlack, Ersatz-Ölanzeigegläser , Gummipads, Reinigungsmittel, Lappen
Abschluss der Arbeiten
6.1. Sammeln Sie Instrumente, Werkzeuge, Vorrichtungen und Materialien.
6.2. Kehre zur Umspannstation der Schalttafel zurück.
6.3. Übergeben Sie den Arbeitsplatz an die Aufnahme und schließen Sie die Einrichtung
6.4. Halten Sie die Ergebnisse der durchgeführten Messungen in einem Protokoll fest.
Gießen
Elektromechanik - 1
Elektriker für Umspannwerke 4. Kategorie - 1
Arbeitsbedingungen
Die Arbeiten werden ausgeführt:
2.1. Mit Stressabbau
2.2 Nebenbei
3. Schutzausrüstungen, Geräte, Werkzeuge, Vorrichtungen und Materialien:
Megaohmmeter für Spannung 500 und 2500 V, Tester, elektrischer Lötkolben, Staubsauger, Kalibrierschlüssel, Schraubenschlüssel, Kombizange, Schraubendreher, Feile, Schaber, Kontrolllampe, Haarbürste, Holzleiter, Leiter, Testbenzin, Reinigungsmittel, CIATIM-Schmiermittel
Abschluss der Arbeiten
6.1. Sammeln Sie Instrumente, Werkzeuge, Vorrichtungen und Materialien.
6.2. Kehre zur Umspannstation der Schalttafel zurück.
6.3. Übergeben Sie den Arbeitsplatz an die Aufnahme und schließen Sie die Einrichtung
6.4. Halten Sie die Ergebnisse der durchgeführten Messungen in einem Protokoll fest.
Gießen
Elektromechanik - 1
Elektriker für Umspannwerke 4. Kategorie - 1
Arbeitsbedingungen
Die Arbeiten werden ausgeführt:
2.1. Mit Stressabbau
2.2 Nebenbei
3. Schutzausrüstungen, Geräte, Werkzeuge, Vorrichtungen und Materialien:
Ohmmeter, Handlampe, Staubsauger, Schrauben- und Steckschlüssel, Schraubendreher, Lineal, Messschieber, Feilen, Schaber, Drahtbürste, Sondensatz, Feilen zum Reinigen von Schaltkontakten, Holzstab, Schleifpapier, Weiß- und Kohlepapier, Testbenzin, Schmiermittel CIATIM, Lappen, Putzmaterial
Gießen
Elektromechanik - 1
Elektriker für Umspannwerke 4. Kategorie - 1
Arbeitsbedingungen
Die Arbeiten werden ausgeführt:
2.1. Mit Stressabbau
2.2 Nebenbei
3. Schutzausrüstungen, Geräte, Werkzeuge, Vorrichtungen und Materialien:
Stoppuhr, Handlampe, Staubsauger, Schrauben- und Steckschlüssel, Schraubendreher, Lineal, Messschieber, Feilen, Schaber, Drahtbürste, Sondensatz, Feilen zum Reinigen von Schaltkontakten, Glastuch, Holzstab, Sandpapier, weiß und Kohlepapier, weiß Spiritus, Schmiermittel TsIA-TIM, Lappen, Reinigungsmittel
Transformatoren Technologische Karte Nr. 2.1.
Laufende Reparaturen von Transformatoren werden zu folgenden Terminen durchgeführt:
- Transformatoren von zentralen Verteilerstationen - gemäß den örtlichen Anweisungen, jedoch mindestens einmal im Jahr;
- alle anderen - nach Bedarf, jedoch mindestens einmal alle 3 Jahre.
Die Erstüberholung von Umspannwerkstransformatoren wird spätestens 6 Jahre nach Inbetriebnahme durchgeführt, und je nach Messergebnis und Zustand des Transformators werden bei Bedarf Folgereparaturen durchgeführt.
Der Umfang der aktuellen Reparatur umfasst folgende Arbeiten:
- äußere Inspektion und Reparatur von Schäden,
- Reinigung von Isolatoren und Tank,
- Abfall von Schmutz vom Expander,
- Öl nachfüllen und Ölstand prüfen,
- Überprüfung der Thermosiphonfilter und ggf. Austausch des Sorptionsmittels,
- Kontrolle des Zustandes der Schmelzsicherung, Zirkulationsleitungen, Schweißnähte, Flanschdichtungen,
- Sicherheitskontrolle,
- Entnahme und Kontrolle von Ölproben,
- Durchführung von präventiven Tests und Messungen.
Der Umfang der Überholung umfasst alle Arbeiten, die in der aktuellen Reparatur vorgesehen sind, sowie die Reparatur der Wicklungen, des Magnetkreises, die Überprüfung des Zustands der Kontaktverbindungen der Wicklungen zum Spannungsschalter und der Klemmen, die Überprüfung der Schaltgeräte, die Reparatur ihrer Kontakte und des Schaltmechanismus, Überprüfung des Zustands des Transformatorkessels, der Expander und Rohrleitungen, Reparatur des Eingangs.
Der Transformator wird für Reparaturen unter folgenden Bedingungen außer Betrieb genommen:
- starkes internes Knistern, das für eine elektrische Entladung charakteristisch ist, oder ungleichmäßiges Rauschen,
- anormale und ständig zunehmende Erwärmung bei normaler Belastung und Abkühlung,
- Ölaustritt aus dem Expander oder Zerstörung der Auspuffblende,
- Öllecks und Absenken des Ölstands unter die zulässige Grenze,
- nach Erhalt unbefriedigender Ergebnisse der chemischen Analyse des Öls.
Die Alterung der Wicklungsisolation und die Befeuchtung des Öls können zu Erdschlüssen und Phasenfehlern in den Transformatorwicklungen führen, was zu anormalen Betriebsgeräuschen des Transformators führt.
Ein „Stahlbrand“ -Versagen, das aufgrund einer Verletzung der Zwischenschichtisolierung des Kerns oder der Isolierung der Zugbolzen auftritt, führt zu einer Erhöhung der Erwärmung des Gehäuses und des Öls bei normaler Belastung, Brummen und charakteristischem Knacken im Inneren Transformator.
Ein erhöhtes „Brummen“ im Transformator kann aufgrund der Schwächung des Magnetkreispressens, einer erheblichen Phasenlastasymmetrie und wenn der Transformator mit erhöhter Spannung betrieben wird, auftreten. Ein Knistern im Inneren des Transformators weist auf einen Überschlag (aber keinen Überschlag) zwischen den Wicklungs- oder Gehäuseabgriffen oder auf eine offene Masse hin, die elektrische Entladungen von den Wicklungs- oder Gehäuseabgriffen verursachen könnte.
| Lösen der Schrauben, mit denen der Transformatordeckel und andere Teile (Expander, Auspuffrohr usw.) | Alle Schrauben prüfen und festziehen |
| Transformator arbeitet mit Hochspannung | Stellen Sie den Spannungsschalter auf die entsprechende Position. |
| Die Pressung der Gelenke im Magnetkreis wird unterbrochen | Das Anziehen der vertikalen Stifte zum Anziehen der Stangen mit Jochen hat sich gelockert. Drücken Sie den Magnetkreis zurück, indem Sie die Dichtungen in den oberen und unteren Gelenken des Magnetkreises ersetzen |
| Die Schwächung des Pressens des laminierten Magnetkreises | Prüfen Sie alle Druckbolzen und Stehbolzen und ziehen Sie lockere fest. |
| Vibration der äußeren Bleche des Magnetkreises | Die Bleche des Magnetkreises verkeilt |
| Überlastung des Transformators | Last reduzieren | Reduzieren Sie das Ungleichgewicht der Last |
| Kurzschlüsse zwischen Phasen, zwischen Wicklungswindungen | Wicklung reparieren oder ersetzen |
Unterbrechungen in den Wicklungen sind eine Folge der schlechten Qualität der Kontaktverbindungen in den Wicklungen.
Eine Unterbrechung in der Primärwicklung eines in Dreieck-Stern-, Dreieck-Dreieck- und Stern-Stern-Schaltung geschalteten Transformators führt zu einer Änderung der Sekundärspannung.
Um den Umfang der bevorstehenden Reparatur zu bestimmen, wird eine Transformatorfehlererkennung durchgeführt, bei der es sich um eine Reihe von Arbeiten handelt, um die Art und den Grad der Beschädigung seiner Teile zu ermitteln. Anhand der Fehlererkennung werden Ursachen, Schadensumfang und der notwendige Reparaturumfang des Transformators ermittelt. Gleichzeitig wird der Bedarf an Materialien, Werkzeugen, Vorrichtungen für die Reparatur ermittelt.
| Symptome | Mögliche Störungsursachen | Fehlerbehebung |
| Überhitzung von Transformatoren | Transformator überlastet | Stellen Sie eine Überlastung der Instrumente ein oder entfernen Sie die tägliche Stromkurve. Überlast durch Zuschalten eines weiteren Trafos beseitigen oder weniger kritische Verbraucher abklemmen |
| Hohe Lufttemperatur im Transformatorraum | Wenn die Lufttemperatur um 8 - 10 ° C in einem Abstand von 1,5 - 2 m vom Transformator in der Mitte seiner Höhe überschritten wird, verbessern Sie die Belüftung des Raums | |
| Reduzierter Ölstand im Transformator | Öl bis zum normalen Stand nachfüllen | |
| Schäden im Inneren des Trafos (Wendekreis, Kurzschluss durch Beschädigung der Isolierung der Zugbolzen und Bolzen etc.) | Mit der schnellen Entwicklung dieser Schäden kommt es zu einem Anstieg der Öltemperatur, der Freisetzung von Gasen und dem Ansprechen des Gasschutzes auf ein Signal oder eine Abschaltung | Beseitigen Sie Überlast oder reduzieren Sie die Lastunsymmetrie in Phasen |
| Durchbruch der Wicklungen am Gehäuse, zwischen HV- und LV-Wicklungen oder zwischen Phasen | Verschlechterung der Ölqualität oder Absinken des Füllstands | Die Isolierung wird mit einem Megaohmmeter oder erhöhter Spannung geprüft |
| Verschlechterung der Isolationsqualität durch Alterung | Bei Bedarf wird die Wicklung repariert, das Öl nachgefüllt oder komplett gewechselt. | |
| Knistern im Transformator | Überlappung zwischen Wicklungen oder Abgriffen am Gehäuse | Öffnen Sie den Transformator und reparieren Sie die Abgriffe der Wicklungen und Erdung |
| Spatenstich | ||
| Brechen Sie die Wicklungen ein | Schlecht gelötete Wicklungen | Oft tritt ein Bruch an der Biegung des Drahtrings unter dem Bolzen auf |
| Schäden an Abgriffen von Wicklungen zu Klemmen | Ersetzt durch eine flexible Verbindung in Form eines Dämpfers | |
| Die Kontaktflächen des Schaltgerätes sind geschmolzen oder ausgebrannt | Der Schalter ist schlecht zusammengebaut oder es gibt Kurzschlüsse | Schalter reparieren oder ersetzen |
| Ölaustritt aus Hähnen, Flanschen, Schweißverbindungen | Der Ventilkegel ist schlecht geschliffen, die Dichtungen der Flanschverbindungen sind beschädigt, die Dichtigkeit der Schweißnaht des Transformatorkessels ist gebrochen | Schleifen Sie das Ventil, ersetzen Sie die Dichtungen oder ziehen Sie die Schrauben an den Flanschen fest, schweißen Sie die Nähte mit Acetylenschweißen. Testen Sie den Tank nach dem Schweißen 1 - 2 Stunden mit Wasser bei einem Wassersäulendruck von 1,5 m über dem Ölspiegel im Expander |
Demontage von Transformatoren
Die Demontage des Transformators während der Überholung erfolgt in Nächste Bestellung. Das Öl wird aus dem Expander abgelassen, das Gasrelais, das Sicherheitsrohr und der Expander werden entfernt; Setzen Sie Stopfen auf die Löcher im Tankdeckel. Mit Hilfe von Hebemechanismen heben Schlingen die Abdeckung mit dem aktiven Teil des Transformators durch Heberinge an. 10 - 15 cm anheben, Zustand und Position der Dichtung prüfen, mit einem Messer vom Tankrahmen trennen und wenn möglich zur Wiederverwendung aufbewahren. Danach wird der aktive Teil in Abschnitten aus dem Tank entfernt, die zum Entfernen von Ölschlamm, zum Waschen der Wicklungen und des Kerns mit einem Strahl aus erhitztem Öl und zur Fehlersuche geeignet sind. Anschließend wird das Aktivteil auf einer vorbereiteten Plattform mit Palette montiert. Nachdem sie den aktiven Teil des Transformators 20 cm über das Niveau des Tanks angehoben haben, bewegen sie den Tank zur Seite, und der aktive Teil wird zur Erleichterung von Inspektion und Reparatur auf einer soliden Plattform installiert. Die Wicklungen werden von Schmutz gereinigt und mit einem auf 35 - 40 ° C erhitzten Strom von Transformatoröl gewaschen.
Wenn sich die Transformatoreingänge an den Wänden des Tanks befinden, entfernen Sie zuerst die Abdeckung, lassen Sie das Öl 10 cm unterhalb der Eingangsisolatoren aus dem Tank ab, entfernen Sie nach dem Trennen der Eingänge die Isolatoren und entfernen Sie dann den aktiven Teil vom Panzer.
Die Demontage, Inspektion und Reparatur des Transformators erfolgt in einem trockenen, geschlossenen und für die Herstellung dieser Arbeiten angepassten Raum.
Nach dem Entfernen des aktiven Teils wird der Zustand des Magnetkreises überprüft - die Dichte der Baugruppe und die Qualität der Laminierung, die Festigkeit der Befestigungen der Jochträger, der Zustand der Isolierhülsen, Unterlegscheiben und Dichtungen, der Grad des Anziehens von Muttern, Stehbolzen, Zugbolzen, des Zustands der Erdung. Achten Sie besonders auf den Zustand der Wicklungen - die Verkeilung an den Stäben des Magnetkreises und die Stärke des Sitzes der Wicklungen, das Fehlen von Beschädigungsspuren, den Zustand der Isolierteile, die Stärke der Verbindungen der Leitungen, Dämpfer.
Bei der Überholung des Transformators wird zusätzlich zu den oben genannten Arbeiten ggf. das Joch des Magnetkreises mit herausgedrücktem Eisen entlastet und die Wicklungsspulen entfernt.
Reparatur des Magnetkreises des Transformators
Die häufigste Art des Magnetkreises von Leistungstransformatoren ist flach (Stab) (Abb. 123, a). Der Querschnitt der Joche 6 und 7 ist rechteckig, und die Stange hat die Form einer mehrstufigen Figur 3, die einem Kreis nahe kommt. Der Magnetkreis wird durch Jochbalken 5 und 8 mit Durchgangsbolzen 4 und Zugstangen 2 zusammengezogen.
Reis. 123. Flache (a) und räumliche (b) Magnetkerne des Transformators:
1 - Achsen der Stäbe; 2 - vertikale Zugstangen: 3 - mehrstufige Stangenfigur; 4 - Durchgangsbolzen; 5, 8 - Jochbalken; 6, 7 - Querschnitte Joch; 9 - Stützbalken; 10 - Verband; 11 - Isolierrohr; 12 - Isolierdichtung; 13 - Tellerfeder, 14 - Isolierdichtung.
Transformatoren mit einer Leistung von 250 - 630 kVA werden mit stiftlosen Magnetkernen hergestellt. Das Pressen der Stangenplatten in diesen Transformatoren erfolgt mittels Leisten und Keilen, die zwischen den Magnetkreis und den Zylinder getrieben werden. BEI In letzter Zeit Industrie stellen wir 160 - 630 kVA Kurzschlusstransformatoren mit einem räumlichen Magnetkreis her (Abb. 123, b). Der Magnetkern eines solchen Transformators ist ein starres Gebilde, dessen Stäbe 1 mit ihren vertikalen Achsen räumlich angeordnet sind. Die Stahlbleche der Stange werden mit einer Bandage 10 aus isolierendem Material oder einem Stahlband mit einer Beschichtung aus isolierendem Material anstelle von Stiften verpresst. Das obere und das untere Joch werden durch vertikale Zugstangen 2 mittels Muttern zusammengezogen, unter denen Tellerfedern 13 angeordnet sind.Isolierende Dichtungen 14 werden verwendet, um die Bolzen von dem Jochzu isolieren, und Isolierrohre 11 werden von den Stangen verwendet Die gesamte Struktur des Magnetkreises ist mit Bolzen an den Stützbalken 9 befestigt.
Der räumliche Magnetkreis ist stumpf statt laminiert, da Joch und Stäbe durch Andocken zu einem Magnetkreis verbunden sind. Um Kurzschlüsse zwischen dem Stahl des Jochs und der Stange zu vermeiden, wird eine isolierende Dichtung 12 dazwischen gelegt.
In früher hergestellten Transformatoren wurden die Magnetkerne durch horizontale Stifte zusammengezogen, die vom Stahl des Magnetkerns isoliert waren und durch Löcher in den Platten geführt wurden.
Die Demontage des Magnetkreises ist wie folgt: Lösen Sie die oberen Muttern der vertikalen Stifte und die Muttern der horizontalen Stifte, entfernen Sie sie aus den Löchern im Joch, entfernen Sie die Jochträger und fahren Sie mit dem Entladen des oberen Jochs des Magnetkreises fort , beginnend mit den äußersten Paketen von zwei oder drei Platten. Die Platten werden in der gleichen Reihenfolge gefaltet, in der sie vom Joch entfernt und zu Paketen verschnürt werden.
Bei Magnetkernen, die mit horizontalen Bolzen verbunden sind, wird die Isolierung der Bolzen oft beschädigt, was zu Kurzschlüssen von Stahlplatten führt und eine starke Erwärmung von Eisen durch Wirbelströme verursacht. Bei der Reparatur eines Magnetkreises dieser Bauart wird die Isolierhülse durch eine neue ersetzt. In Ermangelung von Ersatzteilen wird die Hülle aus Bakelitpapier hergestellt, auf eine Haarnadel gewickelt, mit Bakelitlack imprägniert und gebacken. Isolierrohre für Bolzen mit einem Durchmesser von 12 - 25, 25 - 50 und 50 - 70 mm werden mit einer Wandstärke von 2 - 3, 3 - 4 bzw. 5 - 6 mm hergestellt. Druckisolierende Unterlegscheiben und Abstandshalter für Bolzen werden aus Elektrokarton mit einer Dicke von 2 mm oder mehr hergestellt.
Die Wiederherstellung der beschädigten Isolierung der Magnetkreisplatten beginnt mit dem Kochen der Bleche in einer 10%igen Natriumhydroxidlösung oder in einer 20%igen Trinatriumphosphatlösung, gefolgt von einem Waschen der Bleche in heißem (50 - 60 ° C) fließendem Wasser. Danach wird eine Mischung aus 90% heißtrocknendem Lack Nr. 202 und 10% reinem gefiltertem Kerosin vorsichtig auf ein auf 120 ° C erhitztes Stahlblech gesprüht. Zur Isolierung der Platten können Glyptal-Lack Nr. 1154 und Benzol- und Benzinlösungsmittel verwendet werden. Nach dem Auftragen der Isolierschicht werden die Platten 7 Stunden lang bei 25 C getrocknet.Für große Arbeitsmengen werden spezielle Maschinen zum Lackieren der Platten und spezielle Öfen zum Backen und Trocknen verwendet.
Beim Austausch verschlissener Bleche werden neue Stahlbleche nach Muster oder Schablone verwendet. In diesem Fall werden die Bleche so geschnitten, dass die Sammelschienenseite der Bleche entlang der Walzrichtung des Stahls liegt Löcher für Zugstangen in den Blechen werden durch Stanzen, nicht durch Bohren hergestellt. Nachdem ich den Teller gemacht habe, decke ich ihn ab! auf eine der oben genannten Arten isoliert.
Die Verlegung beginnt am mittleren Paket des Mittelstabs, wobei die Platten mit der isolierten Seite innerhalb des Jochs verlegt werden. Dann werden die extremen Pakete gemischt, beginnend mit langen Platten und Vermeidung von Überlappungen schmaler Stangenplatten und Lücken in den Fugen. Die Löcher in den Jochplatten müssen genau mit den Löchern in den Stangenplatten übereinstimmen. Die Platten werden durch Hammerschläge auf einem Kupfer- oder Aluminiumbus planiert. Ein gut genähtes Joch hat keine Lücken zwischen den Plattenschichten, Lücken oder Schäden an der Isolierung zwischen den Platten an der Verbindungsstelle.
Nach dem Nivellieren des oberen Jochs erfolgt die Installation der oberen Jochbalken und das Pressen mit Hilfe des Magnetkreises und der Wicklungen. Die Jochbalken in Transformatoren werden von den Platten mit einer ringförmigen Unterlegscheibe aus Elektrokarton von 2-3 mm Dicke mit beidseitig angebrachten Pads isoliert.
Auf beiden Seiten des oberen Jochs werden Jochbalken in die Öffnungen der Balken eingebaut, vier vertikale Zugstangen mit Isolierrohren eingesetzt, Papp- und Stahlscheiben auf die Enden der Bolzen gelegt und mit Muttern festgezogen, Erdung der Vertikalen Jochbalken wird mit mehreren verzinnten Kupferbändern ausgeführt.
Die Muttern werden an den Zugstangen angezogen, drücken auf das obere Joch, und die Muttern der vertikalen Druckstangen werden gleichmäßig angezogen. die Wicklung wird gepresst, und dann wird das obere Joch schließlich gepresst. Sie messen den Isolationswiderstand an den Bolzen mit einem Megger, lösen die Muttern an den Bolzen, damit sie sich während des Betriebs des Transformators nicht lösen.
Reparatur von Transformatorwicklungen
Wicklungen von Leistungstransformatoren sind das Hauptelement des aktiven Teils. In der Praxis werden Wicklungen viel häufiger beschädigt als andere Elemente des Transformators.
Je nach Leistung und Nennspannung bei Transformatoren, verschiedene Designs Wicklungen. So werden in Leistungstransformatoren mit einer Leistung von bis zu 630 kVA bei Niederspannung hauptsächlich ein- und zweilagige zylindrische Wicklungen verwendet; mit einer Leistung von bis zu 630 kV -A bei der höchsten Spannung von 6, 10 und 35 kV werden mehrschichtige zylindrische Wicklungen verwendet; ab einer Leistung von 1000 kVA werden Schraubenwicklungen als NS-Wicklungen verwendet. Bei der spiralförmigen Wicklung sind die Reihen gewickelter Windungen so angeordnet, dass zwischen ihnen Ölkanäle gebildet werden. Dies verbessert die Wicklungskühlbedingungen aufgrund von Kühlölströmen. Wendelförmige Wickeldrähte werden auf Papier-Bakelit-Zylinder oder geteilte Schablonen gewickelt, wobei elektrische Pappstreifen und Abstandshalter verwendet werden, die vertikale Kanäle entlang der Innenfläche der Wicklung sowie zwischen ihren Windungen bilden. Schraubenwicklungen haben eine hohe mechanische Festigkeit. Die Reparatur von Wicklungen von Leistungstransformatoren kann ohne Entladen oder mit Entladen von Magnetkernen durchgeführt werden.
Leichte Verformungen einzelner Windungen, Beschädigungen kleiner Drahtisolationen, Lockerungen von Wicklungen usw. werden ohne Demontage des Aktivteils des Transformators beseitigt.
Beim Reparieren der Wicklungen ohne Ausbau werden die verformten Windungen der Wicklungen durch Hammerschläge weiter gerichtet Holzauflage der Spule überlagert. Bei der Reparatur der Windungsisolierung ohne Demontage der Wicklungen wird ein ölbeständiges lackiertes Tuch (Marke LKhSM) verwendet, das auf den blanken Leiter der Windung aufgebracht wird. Der Leiter ist mit einem Holzkeil vorgewrungen, um die Arbeit an der Isolierung der Spule zu erleichtern. Das lackierte Gewebeband wird überlappend gewickelt, wobei die vorherige Windung des Bandes auf einem Teil V2 seiner Breite überlappt. Ein allgemeiner Verband aus Baumwollband wird auf die mit lackiertem Tuch isolierte Spule aufgebracht.
Das Vorpressen geschwächter Wicklungen, deren Konstruktion keine Pressringe vorsieht, erfolgt mit zusätzlichen Isolierdichtungen aus Elektrokarton oder Getinaks. Dazu wird ein Holzkeil vorübergehend in benachbarte Wicklungsreihen gehämmert, um die Dichte der Dichtungen zu schwächen und so den Eintritt der angetriebenen Pressdichtung an der geschwächten Stelle sicherzustellen. Verstopfen Sie das Druckkissen und fahren Sie mit der nächsten Stelle fort. Diese Arbeit wird entlang des gesamten Umfangs der Wicklung ausgeführt und verstopft die Abstandshalter zwischen dem Joch und der zusätzlichen Isolierung.
Erhebliche Schäden an den Wicklungen (Windungskurzschlüsse, Durchbruch der Isolierung der Wicklungen auf dem Stahl des Magnetkreises oder zwischen den HV- und LV-Wicklungen usw.) werden nach dem Entfernen der Wicklungen beseitigt.
Zur Demontage der Wicklungen wird der Magnetkreis des Transformators entlastet. Die Arbeit beginnt mit dem Lösen der oberen Muttern der vertikalen Stehbolzen. Dann werden die Muttern der horizontalen Bolzen abgeschraubt, die horizontalen Druckbolzen aus dem Loch im Joch entfernt und die Jochbalken entfernt. Einer der Jochträger ist mit einem Symbol (VN oder NN) vorgekennzeichnet.
Das Entladen der Platten des oberen Jochs des Magnetkreises beginnt gleichzeitig von der Seite der HV und LV, wobei abwechselnd 2 - 3 Platten aus den äußersten Paketen entnommen werden. Die Platten werden in der gleichen Reihenfolge gelegt, in der sie vom Joch entfernt wurden. und zu Paketen verschnürt. Um die Platten der Kerne des Magnetkreises vor Beschädigungen der Isolierung und Streuung zu schützen, werden sie durch Einfädeln eines Drahtstücks in das Loch für den Bolzen gebunden.
Die Demontage der Wicklungen von Transformatoren kleiner Leistung erfolgt manuell und mit einer Leistung von 630 kV A und mehr - mit abnehmbaren Geräten. Vor dem Anheben wird die Wicklung über die gesamte Länge mit einem Seil festgebunden und die Griffe des Gerätes vorsichtig unter die Wicklung gebracht.
Beschädigte Coils werden durch neue ersetzt. Wenn ein neues Coil während der Lagerung befeuchtet werden konnte, dann wird es in einer Trockenkammer oder mit Infrarotstrahlen getrocknet.
Der Kupferdraht der ausgefallenen Spule wird wiederverwendet. Dazu wird die Drahtisolation im Ofen gebrannt, in Wasser gewaschen, um die Restisolation zu entfernen, gerichtet und mit neuer Isolation bewickelt. Zur Isolierung wird Kabel- oder Telefonpapier mit einer Breite von 15–25 mm verwendet, das in zwei oder drei Schichten auf den Draht gewickelt wird. Die untere Schicht wird durchgehend aufgebracht, und die obere Schicht wird überlappt, wobei die vorherige Windung des Bandes um ½ oder ¼ ihrer Breite überlappt wird. Isolierbandstreifen werden mit Bakelitlack zusammengeklebt.
Oft wird eine neue Spule hergestellt, um eine ausgefallene Spule zu ersetzen. Die Art und Weise der Herstellung von Wicklungen hängt von deren Art und Ausführung ab. Das perfekteste Design ist eine kontinuierliche Wicklung, die ohne Unterbrechungen hergestellt wird. Bei der Herstellung einer Endloswicklung werden die Drähte auf eine Schablone gewickelt, die mit einem 0,5 mm dicken Bogen Elektrokarton umwickelt ist. Auf den auf der Wickelmaschine installierten Zylinder werden Latten mit Abstandshaltern gelegt, um Kanäle zu bilden, und das Ende des Wickeldrahts wird mit Baumwollband fixiert. Das Wickeln von Windungen der Endloswicklung kann im Uhrzeigersinn (Rechtsausführung) und gegen den Uhrzeigersinn (Linksausführung) erfolgen. Schalten Sie die Maschine ein und führen Sie den Wickeldraht gleichmäßig am Zylinder entlang. Die Übergänge von einer Spule zur anderen während des Wickelns werden durch den Abwicklungsschein bestimmt und erfolgen im Abstand zwischen denselben zwei Schienen. Die Stellen der Drahtübergänge sind zusätzlich mit Kästen aus Elektrokarton isoliert, die mit einem Baumwollband befestigt sind. Nach Abschluss der Wicklung werden Biegungen (außen und innen) hergestellt, gemäß den Zeichnungen angeordnet und isoliert. An den Enden der Spule werden isolierende Stützringe installiert und von der Maschine entfernt. Das Coil wird mit Metallplatten mittels Zugstangen zusammengezogen und zum Trocknen in eine Trockenkammer geschickt.
Das Schema des Algorithmus und die technologische Karte für die Herstellung einer Mehrschichtwicklung eines HV-Transformators mit einer Leistung von 160 kV A und einer Spannung von 10/04 kV sind unten angegeben.

| Nr. p / p | Herstellungsverfahren der Wicklung | Werkzeug, Material |
| 1. | Bereiten Sie einen Bakelit-Zylinder vor, prüfen Sie dessen Zustand und Abmessungen und verstärken Sie ihn auf der Maschine. Wenn es keine fertige gibt, machen Sie einen Zylinder aus Elektrokarton, der um 32 mm länger als die Länge der Wicklung ist | Maßstab Elektrokarton EMV 1,5 - 2 mm dick |
| 2. | Isoliermaterial für die Zwischenschichtisolierung vorbereiten. Für die Herstellung von Schichtisolierungen wird Elektrokarton mit einer Dicke verwendet, die dem Durchmesser des Drahtes (oder der Dicke der Spule) entspricht. Die fertige Isolierung wird mit Telefonpapier umwickelt. | Schere, Kabelpapier (0,1 m), EMV-Elektrokarton (0,5 mm) Telefonpapier (0,05 mm) |
| 3. | Installieren Sie die Drahtspule auf dem Drehteller, stellen Sie die Drahtspannung ein. | Plattenteller, PB-Wickeldraht mit einem Durchmesser von 1,45 / 1,75. |
| 4. | Bringen Sie den Endausgleichsriemen am Zylinder nahe der Wange der Schablone an. Biegen Sie die Drahtzuführung im rechten Winkel. | Bänder (Halter, Lack). |
| Isolieren Sie die Ausgabe und beheben Sie sie. | ||
| Führen Sie den Hahn durch die Aussparung in der Schablone und befestigen Sie die Schablone auf der Frontplatte der Wickelmaschine. | Hammer, Faserkeil. | |
| Wickeln Sie eine Lage der Spule und versiegeln Sie ihre Windungen in axialer Richtung mit einem Keil. | Kabelpapier 0,1 mm. | |
| Umwickeln Sie die erste Wickellage mit Lagen Kabelpapier. | ||
| 5. | Wickeln Sie die Wickellagen abwechselnd. Jeder Übergang von Schicht zu Schicht sollte um ein Drittel des Kreises nacheilen. Am Ende jeder Lage (2 - 3 Umdrehungen vor dem Ende) wird ein Ausgleichsband installiert (wie in 4). Zwischen den Schichten werden Buchenbohlen gemäß Abrechnungsvermerk eingebaut. | Manuelle Schere für Metall. Buchenbretter mit Kartons. |
| Bei der Anfertigung von Abstichen auf Buchenleisten werden laut Abrechnungsvermerk die Austrittsstellen der Abstiche markiert. | ||
| 6. | Entnahmen gemäß Abrechnungsvermerk durchführen. Der Querschnitt der Abgriffe muss mindestens 1,5 - 2 Abschnitte des Wickeldrahtes mit einem Durchmesser von bis zu 1 mm und 1,2 - 1,25 - mit einem Durchmesser von mehr als 1 mm betragen. | |
| Isolieren Sie das Ende der Spule mit Klebeband in einer halbüberlappenden Schicht. | ||
| Führen Sie das Ende der Spule durch die Bandschlaufe und ziehen Sie es fest. Schneiden Sie das Ende des Bandes ab. | ||
| Legen Sie das Kabelpapier halb überlappend auf die obere Schicht Wicklungen. | ||
| Isolieren Sie die Enden der Wicklung ab. | ||
| 7. | Entfernen Sie die Wicklung aus der Maschine. | Ein Hammer. |
| Binden Sie die Wicklung in axialer Richtung an 3 - 4 Stellen mit Klebeband ab. | ||
| An zusammenhängenden Stellen mit Elektropapppads befestigen. | ||
| 8. | Die Wicklung mindestens 15 Minuten in Lack einweichen und den Lack abtropfen lassen (15 - 20 Minuten). | Anlage zum Imprägnieren und Trocknen. Glyftel-Lack GF-95. eines |
| Trocknen Sie die Wicklung bei 100°C für 5-6 Stunden. | ||
| Backen Sie den Lack der Wicklung bei einer Temperatur von 85 - 90 ° C für 18 - 20 Stunden mit Heißluftblasen ein. | ||
| Aus dem Ofen nehmen und die Wicklung abkühlen. |
Die Wicklung wird bei einer Temperatur von ca. 100 ° C für 15 - 20 Stunden getrocknet, abhängig vom Volumen der Spule, dem Grad der Isolationsfeuchte, der Trocknungstemperatur usw. Anschließend wird sie gepresst, bei einer Temperatur von 60 - 20 ° C imprägniert 80 ° C mit TF-95-Lack und gebacken bei einer Temperatur von 100 ° C für 10-12 Stunden Die Wicklung wird in zwei Schritten gebacken - zuerst wird die imprägnierte Wicklung bei einer etwas niedrigeren Temperatur getrocknet, um in der Isolierung verbleibende Lösungsmittel zu entfernen , und dann wird die Temperatur erhöht, um die Wicklung zu backen. Das Trocknen und Backen der Wicklung erhöht die Durchschlagsfestigkeit der Isolierung und die mechanische Festigkeit der Spule und verleiht ihr die nötige Festigkeit.

Reis. 124. Maschine zum Wickeln von Transformatorwicklungen:
1 - Elektromotor; 2 - Körper; 3 - Riemenantrieb; 4 - Zähler der Umdrehungen; 5 - Kupplung; 6 - Spindel; 7 - Textolitscheibe; 8 - Mutter; 9 - Vorlage; 10 - Steuerpedal.
Für die Herstellung von Wicklungen kommen verschiedene Maschinen zum Einsatz. Die Konsolenwickelmaschine zum Wickeln von Trafowicklungen kleiner und mittlerer Leistung (bis 630 kVA) (Abb. 124) besteht aus einer Schablone mit zwei hölzernen Gegenkeilen 9, eingespannten Textolitscheiben 7 und feststehenden Muttern 8. Die Schablone ist auf a montiert Spindel 6, die sich von einem Elektromotor 1 über einen Riemenantrieb 3 dreht. Um die Anzahl der Drahtwindungen zu zählen, verfügt die Maschine über einen Spulenzähler 4. Die fertige Wicklung wird nach dem Abschrauben der Mutter 8 von der Schablone entfernt, indem die rechte entfernt wird Scheibe und Spreizen der Keile 9 der Schablone. Die Maschine wird durch ein Pedal 10 gesteuert, das mit der Kupplung 5 verbunden ist.

Reis. 125. Isolierung des Magnetkreises (a) und Verkeilung der Wicklungen (c) beim Einbau der Transformatorwicklungen:
1 - Jochisolierung; 2 - ein Zylinder aus elektrischer Pappe; 3 - runde Stangen; 4 - Lamellen; 5 - Erweiterung.
Die Wicklungen werden auf die Stäbe des Magnetkreises montiert, die zuvor mit einem Halteband fest zusammengezogen wurden (Abb. 125). Die auf dem Magnetkreis montierten Wicklungen werden mit Buchenleisten und -stangen verkeilt, nachdem zuvor zwei Lagen Elektrokarton zwischen die HV- und LV-Wicklungen gelegt wurden. Die mit Paraffin eingeriebenen Buchenstreifen werden zunächst 30 - 40 mm tief zwischen die Umhüllungen eingeführt und dann paarweise abwechselnd gehämmert (Abb. 125, b). Speichern zylindrische Form Wicklungen werden zuerst Rundstäbe 3 gehämmert und dann Streifen 4 mit einem Hammer unter Verwendung einer Holzverlängerung 5, wobei ein Spalten der Enden der Stäbe oder Streifen vermieden wird.
Auf die gleiche Weise wird die NS-Wicklung mit runden Holzbolzen auf der Stange verkeilt und um den gesamten Umfang der Wicklung zwischen dem Zylinder und den Stufen der Magnetkreisstange gehämmert.
Nach Beendigung der Verkeilung der Wicklungen wird die Oberjochisolation eingebaut und das Oberjoch des Magnetkreises aufgeladen.
Bei Transformatoren kleiner Leistung werden zum Verbinden von Wicklungen mit Schaltkontakten und Eingangsstangen die Enden der Drähte sorgfältig auf einer Länge von 15 - 30 mm (je nach Querschnitt) abisoliert, übereinander gelegt und mit einer Klammer verbunden verzinntes Kupferband 0,25 - 0 dick, 4 mm oder eine Bandage aus verzinntem Kupferdraht 0,5 mm dick und mit POS-30-Lot gelötet, wobei Kolophonium oder Borax als Flussmittel verwendet wird.
In Hochleistungstransformatoren wird Kupfer-Phosphor-Lot mit einem Schmelzpunkt von 715 ° C verwendet, um die Enden der Wicklungen zu verbinden und an den Abgriffen zu befestigen. Die Lötstelle wird gereinigt, mit Papier und lackiertem Tuch bis zu einer Breite von 25 mm isoliert und mit GF-95-Lack beschichtet. Wicklungsabgriffe sind mit einem Dämpfer am Ende versehen, um den Draht vor Bruch zu schützen. Die Abgriffe der HV-Wicklungen sind über die gesamte Länge mit GF-95 lackiert.
Die isolierenden Teile des Transformatorkerns bestehen aus Pappe, Papier, Holz. Diese Materialien sind hygroskopisch und nehmen Feuchtigkeit aus der Umgebungsluft auf, wodurch ihre elektrischen Isoliereigenschaften verringert werden. Für eine hohe elektrische Festigkeit der Aderisolation wird sie in Öfen in speziellen Schränken, mit einem Gebläse usw. getrocknet.
Die in der Praxis am häufigsten angewandte Methode ist die Trocknung im eigenen beheizten Tank: Wenn ein Wechselstrom durch eine spezielle Wicklung fließt, die der isolierten Oberfläche des Tanks überlagert ist, entsteht ein starkes Magnetfeld, das sich durch den Stahl des Tanks schließt und heizt es auf.
Trocknen Sie die Transformatoren in einem Kessel ohne Öl (um den Trocknungsprozess des Aktivteils zu beschleunigen und die Qualität des Öls und der Wicklungsisolierung zu erhalten). Die auf dem Tank angeordnete Magnetisierungswicklung erwärmt den Tank. Die Wicklungswindungen werden so auf den Tank gelegt, dass sich mindestens 60 % der Wicklung im unteren Teil des Tanks befinden. Während des Aufwärmens ist auch der Tankdeckel isoliert. Der Temperaturanstieg wird gesteuert, indem die Anzahl der Windungen der Wicklung geändert wird, während die Temperatur der Wicklungen nicht über 100 °C und die Temperatur des Tanks über 110–120 °C ansteigen dürfen.
Der Indikator für das Ende der Trocknung ist der konstante Wert des Isolationswiderstands der Wicklungen für 6 Stunden bei einer konstanten Temperatur von nicht weniger als 80 °C. Nachdem die Trocknung abgeschlossen ist und die Temperatur der Wicklungen auf 75-80 °C gesunken ist, wird der Transformatorkessel mit trockenem Öl gefüllt.
Reparatur des Transformatorkessels
Die Innenfläche des Tanks wird mit einem Metallschaber gereinigt und mit gebrauchtem Transformatorenöl gewaschen. Dellen werden durch eine Flamme erhitzt Gasbrenner und mit Hammerschlägen richten. Risse an der Rippe und der Rumpfwand sind verschweißt Gasschweißen, und im Rohr - durch Elektroschweißen. Zur Überprüfung der Schweißqualität wird die Außenseite der Naht gereinigt und mit Kreide bedeckt und von innen mit Kerosin befeuchtet (bei Rissen wird die Kreide mit Kerosin benetzt und verdunkelt sich). Die Dichtigkeit des Gehäuses wird überprüft, indem der Tank 1 Stunde lang bei einer Temperatur von nicht weniger als 10 ° C mit Altöl gefüllt wird.
Vor dem Schweißen werden an seinen Enden Risse durch Löcher mit einem Durchmesser von mehreren Millimetern gebohrt. Die Risskanten werden abgeschrägt und durch Elektroschweißen verschweißt. Die Dichte der Naht wird mit Kerosin kontrolliert. Lose Nähte werden ausgeschnitten und neu verschweißt.
Extender-Reparatur
Überprüfen Sie bei der Reparatur des Expanders die Unversehrtheit des Glasrohrs des Ölindikators und den Zustand der Dichtungen. Defektes Flachglas bzw GlasrohrÖlstandsanzeiger werden ersetzt. Gummidichtungen und Dichtungen, die an Elastizität verloren haben, werden durch neue aus ölbeständigem Gummi ersetzt. Das Sediment wird vom Boden des Expanders entfernt und mit sauberem Öl gewaschen. Der Kork wird mit einem feinen Schleifpulver gerieben. Die Stopfbuchspackung wird durch eine neue ersetzt, die aus einer Asbestschnur hergestellt wird, die mit einer Mischung aus Fett, Paraffin und Graphitpulver getränkt ist.
Prüfen Sie die Festigkeit und Dichtigkeit der Befestigung der Glasmembran am Sicherheitsrohr; Das Innere des Rohres wird von Schmutz gereinigt und mit sauberem Transformatoröl gewaschen.
Bei der Reparatur von Transformatoren wird besonderes Augenmerk auf die Sicherheit von Isolatoren und die Verstärkung der Durchführungen gelegt. Späne bis zu 3 cm² oder Kratzer bis zu 0,5 mm Tiefe werden mit Aceton gewaschen und mit zwei Schichten Bakelitlack bedeckt, wobei jede Schicht in einem Ofen bei einer Temperatur von 50 -60 ° C getrocknet wird.
Reparatur von Verstärkungsnähten
Bewehrungsfugen werden wie folgt repariert: Der beschädigte Abschnitt der Fuge wird mit einem Meißel gereinigt und mit einer neuen Zementzusammensetzung gefüllt. Ist die Verstärkungsnaht zu mehr als 30 % zerstört, wird die Buchse komplett ausgetauscht. Die Zementierungszusammensetzung pro Portion einer Eingabe wird aus einer Mischung hergestellt, die (bezogen auf das Gewicht) aus 140 Teilen Magnesit, 70 Teilen Porzellanpulver und 170 Teilen Magnesiumchloridlösung besteht. Diese Zusammensetzung wird 20 Minuten lang verwendet. Nachdem der Kitt ausgehärtet ist, wird die Naht gereinigt und mit 624C Nitrolack beschichtet.
Reinigung des Thermosiphonfilters
Der Thermosiphonfilter wird vom alten Sorptionsmittel gereinigt, der innere Hohlraum mit Transformatoröl gewaschen, mit einem neuen Absorptionsmittel gefüllt und mit Flanschen am Transformatorkessel befestigt.
Schalter reparieren
Die Reparatur des Schalters besteht in der Beseitigung von Defekten an den Kontaktverbindungen, Isolierrohren der Zylinder und Dichtungsvorrichtungen. Die Kontakte werden gereinigt, mit Aceton und Transformatorenöl gewaschen. Verbrannte und geschmolzene Kontakte werden mit einer Feile abgelegt. Defekte und verbrannte Kontakte werden durch neue ersetzt. Kleinere Schäden an der Isolierung des Rohrs oder Zylinders werden mit zwei Schichten Bakelitlack repariert. Die geschwächten Verbindungsstellen der Wicklungsabgriffe werden mit POS-30-Lot gelötet.
Der reparierte Schalter wird zusammengebaut, die Einbaustelle mit einem Lappen abgewischt, die Stopfbuchsendichtung überprüft, der Schaltergriff ausgetauscht und die Stehbolzen angezogen. Die Qualität des Schalters wird durch Vertauschen seiner Positionen überprüft. Das Schalten sollte klar sein und die Verriegelungsstifte sollten in allen Positionen vollständig in ihre Buchsen eintauchen.
Die Überprüfung des Betriebs eines Schaltgeräts zur Spannungsregelung unter Last besteht darin, den korrekten Betrieb der in Reihe geschalteten beweglichen Kontakte zu bestimmen. a und b Schalter und Schütze K1 und K2. Eine Verletzung der Betriebsreihenfolge dieser Elemente des Schaltgeräts kann zu schweren Schäden am Transformator und zu einem Unfall im Stromnetz führen.
Transformator-Montage
Die Montage eines Transformators ohne Expander, dessen Eingänge sich an den Wänden des Tanks befinden, beginnt mit dem Absenken des aktiven Teils in den Tank, dann werden die Eingänge installiert, die Abgriffe der Wicklungen werden mit ihnen und dem Schalter verbunden , und die Tankabdeckung ist montiert. Kleine Lwerden auf den Hebebolzen des aktiven Teils installiert, mit den erforderlichen Teilen vervollständigt und bei stärkeren separat montiert. Bei der Montage wird der korrekte Einbau der Dichtungen und das Anziehen der Befestigungsmuttern überwacht. Die Länge der Hebebolzen ist so eingestellt, dass der abnehmbare Teil des Magnetkreises und die Abdeckung korrekt an ihren Plätzen positioniert sind. Bestimmen Sie die benötigte Länge der Tragbolzen mit einer Holzlatte vor. Die Länge der Stollen wird durch Verschieben der Mutter eingestellt.
Der aktive Teil des Transformators wird mit Hilfe von Hebevorrichtungen mit einer Dichtung aus ölbeständigem Flachgummi in den Tank abgesenkt (Abb. 126).

Reis. 126. Dichtungsverbindung (a) und Verfahren zum Einbau der Dichtung(en) beim Abdichten des Tanks mit einer ölbeständigen Gummidichtung:
1 - Tankwand; 2 - Begrenzer; 3 - Tankdeckel; 4 - Dichtung; 5 - Tankrahmen.
Am Tankdeckel sind Halterungen zum Anbringen eines Expanders mit Ölanzeige, Sicherheitsrohr, Schaltbetätiger, Gasrelais und Schmelzsicherung angebracht.
Der Transformator wird gemäß der Ölanzeige des Expanders mit trockenem Transformatoröl auf das erforderliche Niveau gefüllt, die Dichtheit der Armaturen und Teile sowie das Fehlen von Öllecks an Fugen und Nähten überprüft.