Fraiseuse en porte-à-faux : dispositif, schémas et types. Unités de fraiseuses Principales pièces et mécanismes des fraiseuses
Nous produisons et vendons des entraînements électriques ETU, EPU pour moteurs à courant continu, tél./email +38 050 4571330 / rashid@site
Variateur EPU 25A avec papillon - 5500 UAH
Les fraiseuses sont conçues pour traiter des surfaces planes externes et internes, des surfaces façonnées, des épaulements, des rainures, des rainures droites et hélicoïdales, des cannelures sur des arbres, des engrenages coupants, etc.
Les conceptions de fraiseuses sont variées. Ils produisent des fraiseuses universelles, spécialisées et spéciales. Les principaux mouvements de façonnage sont la rotation de la fraise (le mouvement principal) et le mouvement d'avance, qui est transmis à la pièce ou à la fraise. Les entraînements principaux de mouvement et d’avance fonctionnent séparément. Les mouvements auxiliaires associés à l'alimentation et au retrait de la pièce vers l'outil sont mécanisés et réalisés par un entraînement de mouvements accélérés. Les principaux éléments des mécanismes de la machine sont unifiés. Le paramètre principal caractérisant les fraiseuses à usage général est la taille de la surface de travail de la table.
En général, les fraiseuses peuvent être divisées en deux groupes principaux : 1) à usage général ou universel (fraisage vertical, fraisage horizontal, fraisage longitudinal) ; 2) spécialisés et spéciaux (fraisage à rainures, fraisage à clé, fraisage rotatif, fraisage à copier, etc.). En fonction de leurs caractéristiques de conception, ces machines sont divisées en
|
|

|
|

|
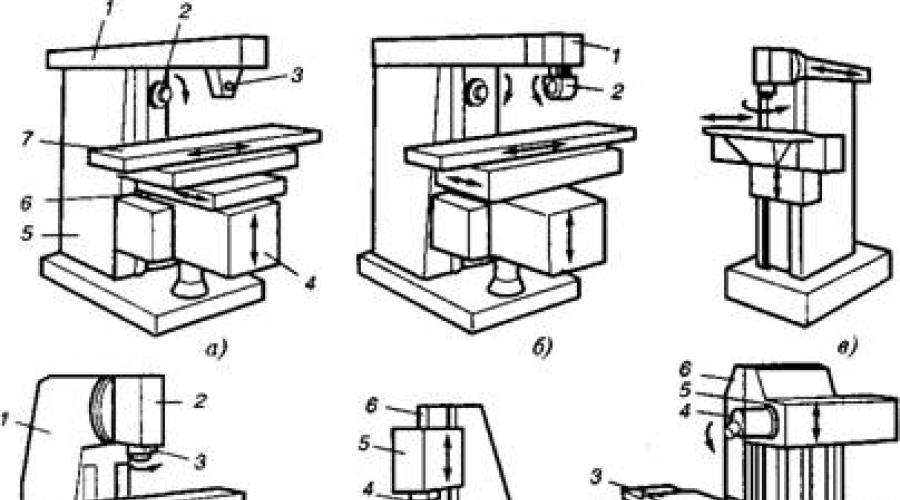
Riz. 119. Fraiseuses : |

A - fraisage horizontal en porte-à-faux universel, b - fraisage horizontal en porte-à-faux universel large, c - fraisage universel sans porte-à-faux large, d fraisage vertical en porte-à-faux, e - fraisage vertical non en porte-à-faux, f - horizontal sans porte-à-faux- fraisage, g - fraisage longitudinal, h - fraisage rotatif et - fraisage à tambour
Sur console (la table est située sur une console-support relevable), non en porte-à-faux (la table se déplace sur un châssis fixe dans les sens longitudinal et transversal) et à action continue (carrousel et tambour).
Dans les productions individuelles, à petite et moyenne échelle, les fraiseuses cantilever sont les plus courantes. Con-
Une fraiseuse horizontale solo (Fig. 119, a) comporte une broche horizontale 2 et un tronc escamotable 7, sur lequel est installée une boucle d'oreille J, supportant un mandrin avec une fraise ; la console 4 se déplace le long du guide de la crémaillère 5. La console contient une diapositive 6 et un tableau 7.
Une fraiseuse horizontale en porte-à-faux largement universelle (Fig. 119 ; b), en plus d'une broche horizontale, possède une tête de broche 7, qui peut tourner sur le tronc dans deux directions mutuellement perpendiculaires, grâce à laquelle la broche avec la fraise peut être installé à n'importe quel angle par rapport au plan de la table et à la pièce à usiner. Sur la tête 1, est montée une tête aérienne 2, destinée au perçage, à l'alésage, au fraisage, à l'alésage et au fraisage.
Une fraiseuse verticale en porte-à-faux (Fig. 119, d) possède une broche verticale J, qui est située dans une tête de broche rotative 2 montée sur une crémaillère 7. Fraiseuses verticales et horizontales non en porte-à-faux (Fig. 119, e, f) , utilisés pour le traitement de pièces de pièces de grandes dimensions, comportent un coulisseau 2 et une table 3, qui se déplacent le long des guides du châssis 7. La tête de broche 5 se déplace le long des guides de la crémaillère 6. La broche 4 a des mouvements axiaux lorsque installation du coupeur.
Les fraiseuses longitudinales (Fig. 119, g) sont conçues pour traiter des ébauches de pièces de grande taille. Sur le châssis sont installés deux poteaux verticaux 6, reliés par une traverse 7. Des têtes de fraisage J à broches horizontales et une traverse (traverse) 4 sont montées sur les poteaux de guidage. Des têtes de fraisage 5 à broches verticales sont montées sur ces dernières. . La table 2 se déplace le long des guides des crémaillères 4.
Les fraiseuses rotatives (Fig. 119, h), conçues pour traiter des surfaces avec des fraises en bout, disposent d'une ou plusieurs broches J pour la finition et l'ébauche. La tête de broche 2 se déplace le long des guides de la crémaillère 1. La table 4, en rotation continue, confère une rotation d'alimentation aux pièces installées dessus. La table avec coulisse 5 a un mouvement d'installation le long des guides du châssis 6. Les fraiseuses à tambour (Fig. 119, i) sont utilisées dans la production à grande échelle et en série. Les pièces sont installées sur un tambour rotatif 2, qui a un mouvement d'avance. Les têtes de fraisage 3 (pour l'ébauche) et 1 (pour la finition) se déplacent le long des guides des crémaillères 4.
Fraiseuse horizontale en porte-à-faux très polyvalente mod. 6Р82Ш. La machine est utilisée pour effectuer diverses opérations de fraisage, ainsi que des travaux de perçage et d'alésage simples sur des pièces en fonte, en acier et en métaux non ferreux. La machine peut fonctionner en modes semi-automatique et automatique, ce qui permet de faire fonctionner plusieurs machines. En figue. 120, 121, 122 illustré
En conséquence, la vue générale, les principaux composants et le schéma cinématique de cette machine.
Caractéristiques techniques de la machine. La taille de la surface de travail de la table (longueur x largeur) 1250 x 320 mm ; mouvement maximum de la table : longitudinal - 800 mm, transversal - 240 mm, vertical - 360 mm ; nombre de pas de vitesse de broche 18 ; limites de vitesse de broche 31,5-1600 min"1 ; nombre d'avances de table 18 ; limites d'avance longitudinale et transversale 25-1250 mm/min, verticale - 416,6 mm/min ; dimensions de la machine 2305 x 1950 x 1680 mm ; poids 2830 kg.
Cinématique de la machine. L'entraînement de la broche horizontale (mouvement principal) est réalisé par un moteur électrique Ml à travers des engrenages - 208
Redachi. Le nombre d'étages de vitesse est égal au nombre d'options de rapport de transmission du moteur électrique à la broche, soit 3 x 3 x 2 = = 18. Vitesse de rotation minimale n^ = 1460 [ (27/53) x (60/38 ) x x (17/46) x (19/69) = 31,5 min"1 ; oiseau maximum = 1460 x (27/53) x x (22/32) x (38/26) x (82/38) = 1600 min1 .
La broche de la tête rotative est entraînée en rotation par le moteur électrique M2 au moyen d'engrenages. Nombre d'étages de rotation 2x3x2=12 ; lp1i11 = 1430 x (28/72) x (34/66) x (21/59) x (28/28) x (19/19) = = 1600 min"1.
L'entraînement des avances de la table dans les sens transversal et longitudinal s'effectue par l'intermédiaire d'engrenages du moteur électrique MZ. Avance minimale de la table fc dans les directions indiquées = 1430 x x (26/50) x (26/57) x (18/36) x (18/40) x (13/45) x (18/40) x (28/ 35) x (18/33) x x (33/37) x (18/16) x (18/18) x 6 = 25 mm/min, L^x = 1430 x (26/50) x (26/ 57 )x x (36/18) x (24/24) x (40/40) x (28/35) x (18/33) x (33/37) x (18/16) x (18/18) ) x coton = 1250 mm/min.
Avance accélérée de la table dans les directions longitudinale et transversale 5U = 1430 x (26/33) x (28/35) x (18/33) x (33/37) x (18/16) x (18/18) x 6 = =3000 mm/min.
Avance maximale de la table dans le sens vertical<5вшах =1430 х (26/50) х (26/57) х (36/18) х (24/34) х (40/40) х (28/35) х (18/33) х х(22/33) х (23/46) х 6 = 1000 мм/мин.
La boîte de vitesses de l'entraînement de broche de la tête rotative 6 se déplace le long des guides du châssis 1 (Fig. 121) en faisant tourner le volant 75 (Fig. 120) avec la pince 39 relâchée.
La boîte de vitesses à broche horizontale est située dans le châssis et reliée à l'arbre du moteur électrique par un accouplement élastique. La broche 11 de la machine (Fig. 123) est montée sur des roulements 4, 2, 12. Le jeu axial dans la broche est réglé par des bagues de meulage 9,10. L'augmentation du jeu dans le roulement 4 est éliminée en meulant les demi-bagues 5 et l'écrou 1 comme suit. Retirer le couvercle 3 (ou couvercle latéral), la bride 6, l'anneau ressort 7, les anneaux 8 et retirer les demi-anneaux 5. A l'aide de l'écrou 1, sélectionner l'écart pour qu'en fonctionnement l'échauffement des roulements ne dépasse pas 60°C. Mesurer le taille de l'écart entre le roulement et le collier de broche et En conséquence, les demi-anneaux sont polis 5. Ensuite, les demi-anneaux sont installés et les pièces 6, 8, 7, 3 sont montées.
La boîte de vitesses (Fig. 124) permet de sélectionner la vitesse souhaitée sans passer séquentiellement par des étapes intermédiaires. La crémaillère 1 (Fig. 124, a), se déplaçant au moyen d'une poignée à travers le secteur d'engrenage 2 et la fourchette 10 (Fig. 124, b), déplace le rouleau principal 3 avec le disque de changement de vitesse 9 dans la direction axiale à l'aide de l'engrenage 2 et de la douille 4. Sur le disque Il y a plusieurs rangées de trous situés en face des broches 8 des crémaillères 5 et 7, reliées par paires à la roue 6. Une fourchette de changement de vitesse est fixée à l'une de chaque paire de crémaillères. Les lattes bougent lorsque le disque est appuyé sur les broches. En fin de course du disque, les fourchettes occupent une position correspondant à l'engagement de certaines paires d'engrenages. Lors de la sélection des vitesses, le cadran est fixé par la bille 1 (Fig. 124, b), qui tombe dans les rainures du pignon 11. La poignée 5 (Fig. 124, a) est fixée lorsqu'elle est allumée par la bille 3 et le ressort 4 ; dans ce cas, le tenon de la poignée s'insère dans la rainure de la bride.
La tête rotative (Fig. 125) est montée sur le tronc à travers la plaque intermédiaire à l'aide de boulons insérés dans la rainure annulaire en forme de T et centrés dans l'évidement annulaire. La broche 8, montée dans un manchon coulissant 9, reçoit la rotation de la boîte de vitesses via un embrayage à came 1 et des roues coniques 4, 2 et 5, 4. Les roues 7 et 3 sont utilisées pour régler le jeu axial dans les roulements et la broche, et demi-anneaux 2 et écrou 6 - pour éliminer l'espace dans le roulement avant. Le manchon est avancé à l'aide d'un volant.
La tête aérienne (Fig. 126) est montée sur la tête rotative avec des boulons entrant dans la rainure en forme de T et fermement fixée. La broche 5 reçoit la rotation de la broche 1 de la tête rotative via les engrenages coniques 3, 4. Utilisez un écrou pour régler le jeu dans les roulements de broche.
La boîte d'alimentation (Fig. 127, a) assure les avances de travail et les mouvements d'installation de la table, de la glissière et de la console en commutant 2-Y
Blocs de roues dentées et transmission de rotation à l'arbre d'entrée B par l'intermédiaire d'un embrayage de sécurité à bille, d'un embrayage à came 4 et d'une douille 3, reliés par une clé à l'embrayage 4 et à l'arbre B. La butée 1 fixe rigidement la position de l'écrou 15. Lorsque le mécanisme d'alimentation est surchargé, les billes en contact avec le trou de l'embrayage 2, les ressorts se compriment et sortent du contact. Dans ce cas, la roue 14 patine par rapport à l'embrayage 2 et l'avance de travail s'arrête.
La rotation rapide est transmise du moteur électrique (en contournant la boîte de vitesses) au pignon C, qui est installé sur la tige du carter d'embrayage à friction 9 et a une vitesse de rotation constante. L'écrou 10 doit être serré. Le boîtier 9 tourne librement. Les disques de friction sont reliés (un traversant) au carter 9 et le manchon 12 relié à l'arbre B. Lorsque l'embrayage 4 est enfoncé jusqu'au bout
Les bagues 5 puis les disques 7 et 8 sur l'écrou 11 sont reliés et transmettent une rotation rapide à l'arbre B et à l'engrenage A. Force de compression des disques
7 et est réglé à l'aide de la goupille 6. Le mouvement de l'arbre B vers l'arbre mené s'effectue via l'embrayage à came 13.
Le mécanisme de commutation d'alimentation (Fig. 127, b) est inclus dans l'ensemble boîte d'alimentation. Le principe de fonctionnement du mécanisme est similaire au fonctionnement d'une boîte de vitesses. Lorsqu'il est allumé, le rouleau 1 est bloqué par les billes 6 et la bague 2, ce qui empêche le disque 9 de se déplacer dans le sens axial. Lorsque vous appuyez sur le bouton ^, les billes tombent dans la rainure annulaire
Le rouleau 3 et le rouleau 7 sont libérés de la fixation. Le disque de changement de vitesse 9 est protégé contre la rotation par la bille 8 à travers la douille 5, reliée par une clé à la bille 7. La vis 7 ajuste la tension du ressort.
La console (Fig. 128) regroupe les nœuds de la chaîne d'alimentation de la machine. Il contient des arbres et des engrenages qui transmettent le mouvement de la boîte d'alimentation dans trois directions (vers les vis d'alimentation longitudinales, transversales et verticales) ; mécanisme d'activation des alimentations transversales et verticales. L'engrenage 8 tourne à partir de la roue A (Fig. 127, a) et transmet le mouvement aux engrenages 7, 4, 2, 1 (Fig. 128, a). La roue 8 ne peut transmettre le mouvement à l'arbre que via l'accouplement à came 6. Ensuite, via les engrenages cylindriques et coniques, le mouvement est transmis à la vis 16 (Fig. 128, b). L'engagement de la paire 16 et 10 est réglé par les compensateurs 14, 15 et fixé avec une vis insérée dans l'axe 13. Le manchon 77 n'est pas démonté, l'écrou de déplacement vertical est fixé dans la colonne. La roue 2 fait tourner l'arbre IX de la chaîne longitudinale grâce à une clavette et des cannelures. La vis d'alimentation croisée X tourne à partir de la roue 2 et de la roue 7, qui repose librement sur l'arbre, lorsque l'embrayage d'alimentation croisée est engagé. Les arbres XII et XIII sont démontés lors du retrait des butées des roues 8, 9.
Le démontage du coulisseau est effectué après avoir retiré l'arbre Ш, pour lequel il faut retirer le bouclier supérieur des guides de la console, faire tomber la goupille 3 et retirer l'arbre IX. Le mécanisme d'activation des mouvements d'installation (Fig. 129) active l'embrayage et comprime les disques d'embrayage à friction. Le levier 7 est goupillé sur l'axe 4. Ce dernier est pressé en direction du cadre miroir par le ressort 6. Les écrous droits 2 servent à régler la force du ressort, les écrous gauche J, en appui contre l'extrémité du manchon 5, régulent et limiter la course de l'axe. L'épaulement du levier 7 repose sur la came 7. Lorsque la came 7 est tournée, le levier 7 se déplace en comprimant le ressort 6. La deuxième extrémité de l'axe 8 présente une dent fine, qui assure la mise en place du levier 9, qui relie l'axe 8 avec la tige de l'électro-aimant selon un léger angle. Ce dernier est relié par une tige et une charnière à une fourchette, à partir de laquelle, par l'intermédiaire d'un écrou et d'un ressort, la force est transmise au levier 9. Ainsi, quelle que soit la force de l'électro-aimant, la force sur le levier est déterminée par le degré de compression du ressort.
Le mécanisme d'enclenchement des avances transversales et verticales (Fig. 130) commande l'allumage et l'arrêt des embrayages à cames des avances transversales et verticales à partir du moteur électrique d'alimentation. Fabriqué dans un bâtiment séparé. Lorsque la poignée 5 monte, descend, gauche, droite, le tambour 7 qui lui est associé effectue les mouvements correspondants et, avec ses biseaux, contrôle par le système de levier l'inclusion des embrayages à came, et par les goupilles - les fins de course destinés à inversion du moteur d'alimentation. Le tambour est relié par la tige 2 à une poignée de secours. Lors de l'activation et de la désactivation de la course transversale, la tige se déplace en translation et lorsqu'elle est allumée
Riz. 128. Console : a - développement, b - section
|
|

|
|

Course verticale - tours. La vis 4 et l'écrou 3 sont utilisés pour éliminer les espaces dans le système.
La vis mère 1 (Fig. 131) de la table reçoit la rotation grâce à la clé coulissante du manchon 9, située dans les bagues 5, 7. Le manchon 9 tourne depuis l'accouplement à came 6 à travers les cannelures lorsqu'il s'engage avec les cames de le manchon 5, relié à l'engrenage conique 4. Sur le manchon 5 se trouve une couronne dentée, qui est en prise avec la roue dentée de l'entraînement de la table ronde. L'embrayage 6 comporte une couronne dentée pour faire tourner la vis d'alimentation longitudinale à partir du volant. Le coulisseau est fixé à la console de guidage par la plaque frontale 8. La roue 9 (Fig. 132) est sollicitée par ressort en cas de contact dent avec dent. L'engagement des roues n'est possible que lorsque l'accouplement 6 et la douille 5 sont déconnectés, ce qui bloque le volant lors des avances mécaniques. Les écrous 2 et 3 de la vis mère (Fig. 131) sont situés sur le côté gauche de la glissière. L'espace entre la console et les guides coulissants est sélectionné à l'aide de cales.
Le mécanisme d'activation de l'alimentation longitudinale (Fig. 132) active l'embrayage à course longitudinale, allume et inverse le moteur d'alimentation. La poignée 4 est reliée fixement à l'axe 2 par le levier tournant 7, le long de la surface incurvée duquel le rouleau 75 roule lors de la commutation (Fig. 132). En position neutre du levier 10, le galet est situé dans la cavité médiane ; lorsqu'il est allumé, il se trouve dans l'une des dépressions latérales. Le mouvement du galet 15 par l'intermédiaire du levier 16 est transmis à la tige 5 par l'intermédiaire de la roue 7, de la crémaillère 6 et de la fourchette 8, entraînant l'embrayage 6 (Fig. 131). Le ressort 2 (Fig. 132) appuie constamment sur la tige 5. Le ressort 4 assure la mise en marche de la poignée lorsqu'une dent heurte la dent de l'accouplement 6. Le ressort 4 est réglé par la vis 3 à travers le trou du bouchon 7.
Sur le même axe que le levier 16 se trouve un levier 18, qui sert à enclencher l'embrayage 6 avec une came 19 fixée à la tige 20 reliant la poignée principale à course longitudinale à celle de secours. Le fin de course 7 7 allume et inverse le moteur d'alimentation. Il est désactivé après la désactivation de l'embrayage 6. Sur le moyeu 5 (Fig. 133) de la poignée de course longitudinale se trouvent des saillies sur lesquelles agissent les cames de limitation de course longitudinale ou (dans les cycles automatiques) les cames de commande de course longitudinale. Le fonctionnement des fins de course est vérifié avec le couvercle 14 retiré (Fig. 132).
Le mécanisme de cycle automatique est conçu pour contrôler les mouvements de la table à partir des cames. Sur l'axe de la poignée à course longitudinale, deux pignons sont installés, directement reliés aux pignons 6у 5 (Fig. 133) pour la mise en marche à grande vitesse lorsque la machine fonctionne en cycle automatique. Le pignon 6 tourne à partir d'une came à ressort de rappel située sur la face avant de la table dans une rainure en forme de T. Le pignon 3 a différentes profondeurs de dépressions, ce qui signifie que lorsqu'il tourne 218
|
|

|
Riz. 134. Mécanisme de verrouillage d'embrayage |

À 45°, il donne une course différente à la tige 2 (Fig. 134) qui, en agissant sur le fin de course, fait fonctionner l'électro-aimant à grande vitesse.
Le mécanisme de verrouillage de l'embrayage (Fig. 134) est conçu pour préparer la machine au fonctionnement en cycle automatique. Lorsque vous appuyez sur l'arbre de pignon 2, la crémaillère 3 se désengage du pignon 4 et s'engage avec l'arbre de pignon 2. Lorsque l'arbre 2 tourne, l'embrayage à came se déplace et s'engage avec le pignon à came. A partir de ce moment, la poignée de course longitudinale ne peut plus être activée. L'embrayage ne peut être verrouillé qu'avec la poignée en position médiane (neutre). Ceci est assuré par une fente en forme de T dans la roue 4 et une goupille J installée dans le corps coulissant. Lorsque vous appuyez sur l'arbre de transmission 2 avec le cône 1 et le doigt 13 (Fig. 132), les contacts du fin de course s'ouvrent, bloquant le circuit d'enclenchement de l'avance transversale et verticale. Cela élimine l'inclusion de deux mouvements en même temps lorsque l'embrayage à came est verrouillé : la table et la coulisse ou la table et la console.
Diviseurs de têtes. Les capacités technologiques des fraiseuses sont élargies par les têtes de division. Ils servent à la rotation périodique de la pièce autour d'un axe (lors du traitement des dents, des cannelures, des rainures, etc.) à des angles égaux ou inégaux, ainsi qu'à la rotation continue de la pièce, coordonnée avec l'avance longitudinale de la table de la machine lors de la coupe. rainures hélicoïdales. Il y a des têtes pour la division directe ; multibroches; universel; optique. Les têtes de division sont équipées d'accessoires : rouleaux à broches ; centre avant avec laisse ; jack; pinces; mandrins centraux et mandrins en porte-à-faux pour l'installation de la pièce ; tampons universels; contre-pointe ; guitares à engrenages remplaçables ; mandrins à trois mors.
Lors du traitement à l'aide d'une tête universelle diviseuse, la pièce 1 (Fig. 135, a, b) est installée sur un mandrin au centre de la broche 6 de la tête 2 et de la contre-pointe 8. La fraise à disque modulaire 7 reçoit la rotation, et la table de la machine reçoit une avance longitudinale de travail. Après chaque rotation périodique de l'ébauche d'engrenage, la cavité entre les dents adjacentes est usinée. Après avoir traité la cavité, la table revient rapidement à sa position d'origine. Le cycle de mouvements est répété jusqu'à ce que toutes les dents de la roue soient complètement traitées.
La position de travail de la pièce est réglée et fixée lorsque la broche 6 est tournée par la poignée 3 le long du disque diviseur 4 avec un cadran. Un dispositif à ressort fixe la poignée 3 lorsqu'elle pénètre dans le trou correspondant du disque diviseur. Sur ce dernier, onze cercles portant les numéros de trous 25, 28, 30, 34, 37, 38, 39, 41, 42, 43, 44, 47, 49, 51, 53, 54, 57, 58, 59 sont situés de manière concentrique des deux côtés, 62, 66.
Les têtes de division universelles sont divisées en membres (Fig. 136, a, bc) et sans membres (Fig. 136, d). La rotation de la poignée 7 par rapport au cadran 2 est transmise par l'intermédiaire d'engrenages 5, 6 et d'une vis sans fin 7, 8 à la broche. Les têtes sont configurées pour une division directe, simple et différentielle.
Division directe. Il est assuré par l'installation d'un disque diviseur comportant 30 trous régulièrement espacés sur la broche. Le disque est tourné avec une poignée et le cercle est divisé
En 2, 3, 4, 5, 6, 15 et 30 parties. En utilisant un disque de division spécial, vous pouvez diviser en parties inégales.
La division simple (Fig. 136, a) en Z parties égales s'effectue en faisant tourner la poignée par rapport au disque fixe selon la chaîne cinématique suivante : 1/Z= Wp(Z5/2^) x (D/D), où (D/2$) x x(Zn/Zz) = /N pr - nombre de tours de poignée ; N - caractéristique de la tête (généralement N = 40). Alors 1/Z= pr x (1/N), d'où yar - N/Z= A/B, où B est le nombre de trous à travers lesquels il faut tourner la poignée. Le secteur coulissant J (Fig. 135, a), constitué de deux règles radiales, est écarté d'un angle correspondant au nombre A de trous, et les règles sont fixées. Si la règle de gauche repose contre le verrou de la poignée, alors celle de droite est alignée avec le trou dans lequel vous devrez insérer le verrou la prochaine fois que vous le tournerez.
Exemple. Mettre en place la tête diviseuse pour fraiser les dents d'une roue cylindrique avec Z= 100. Caractéristiques de la tête N- 40 ; Yar = N/Z= A/B = 40/100 = 4/10 = 2/5 = 12/30, soit A = 12 et B = 30. Utilisez donc la circonférence du disque diviseur avec le nombre de trous B = 30, et le secteur coulissant est ajusté au nombre de trous A = 24. 222
La division différentielle est utilisée lorsqu'il est impossible de sélectionner un disque diviseur avec le nombre de trous requis. Si le disque ne possède pas le nombre de trous requis pour le nombre Z, prenez un nombre proche de Z, pour lequel il existe un nombre de trous correspondant. La différence (1/Z- est compensée par une rotation supplémentaire
|
|

|
|

Tête de broche pour cette différence. Elle peut être positive (la rotation supplémentaire de la broche est dirigée dans le même sens que la principale) ou négative (la rotation supplémentaire est négative). Ceci est assuré par une rotation supplémentaire du disque diviseur par rapport à la poignée, c'est-à-dire que si lors d'un simple mouvement la poignée tourne par rapport à un disque fixe, alors avec division différentielle, la poignée tourne par rapport à un disque en rotation lente dans le même ou direction opposée. La rotation du disque est transmise depuis l'axe de tête via des roues remplaçables a - ly c - d (Fig. 136, b), une paire conique 9 et 10 et des roues dentées J et 4. La quantité de rotation supplémentaire de la poignée pr £ = N(/Z- l/Ztj, ) = (1/Z) x x(a/b) x (c/d) x (Z,/Z10) x (Z3/Z4).
Nous acceptons (2^/Z10)(Z3/^) = = C (généralement C = 1). Alors (a/b)(c/d) =N/C[(Zt> -
Exemple. Réglez la tête diviseuse pour fraiser les dents d'une roue cylindrique avec Z = 99. On sait que N - 40 et C = 1. Le nombre de tours de poignée pour une division simple pf = 40/99. Considérant que le disque diviseur n'a pas de cercle avec le nombre de trous 99, on prend Z - 100 et le nombre de tours de poignée Pf = 40/100 = = 2/5 = 12/30, c'est-à-dire on prend un disque avec le nombre de trous autour du cercle B - 30 et lors de la division, tournez la poignée en 12 trous (A = 12). Le rapport de démultiplication des roues de remplacement est déterminé par l'équation : (d/6) x (c/rf) = 7V/C= [(2^, - Z)/2^] = =(40/1) [ (100 -99)/100] = 40/100.
Les têtes de division sans lame (Fig. 136, d) n'ont pas de disques de division. La poignée est tournée d'un tour et fixée sur un disque fixe 2. Par simple division en parties égales, la chaîne cinématique a la forme : /(a2/b2) x (c2/d2) x (Z3/Z4) = 1/Z .
En considérant que Z3/Z4 = /V, on obtient (a2/b2) x (c2/d2) = N/Z.
Les têtes de division optiques (Fig. 137) permettent une division avec une précision accrue et sont constituées d'un boîtier 7, d'un disque de verre 2 ayant des divisions précises à 360 degrés visibles au microscope 3. Le système optique comporte 60 divisions pour compter les minutes d'arc. Les têtes sont fixées dans la broche et tournées à l'angle requis avec une lecture à travers l'oculaire du microscope sur l'échelle du disque 2.
|
|

Le fraisage de rainures hélicoïdales, uniformément espacées autour de la circonférence (voir Fig. 135, b), est effectué lors de l'installation de la pièce au centre. La table tourne selon l'angle d'inclinaison de l'hélice de la rainure de sorte que le disque de coupe 7 soit aligné avec la direction de la rainure. La pièce à usiner reçoit une rotation continue de la vis mère à alimentation longitudinale et la table reçoit une alimentation longitudinale dans la direction de la rainure. Équation de la chaîne cinématique depuis la broche de la tête diviseuse jusqu'à la vis d'alimentation longitudinale (voir Fig. 136, c) : (Z%/Zn)(Zb/Z$) x x(Z4/Z3) x (Zw/Z))( d/ a)(b/dx)pb = p, où ръ est le pas de la vis mère. En considérant que (Z%/Z1)(Zb/Zs)(ZA/Zz)(ZXo/Z)) = 1/7V(voir Fig. 134, c), on obtient (ax/bx)(cx/dx) = N(nD/tga>)/Pb.
Fraiseuses horizontales
En figue. La figure 20 montre les principaux composants d'une fraiseuse horizontale de type 6M82G produite par l'usine de fraisage de Gorky. La machine appartient à la deuxième gamme de tailles, mais en termes de conception, elle est similaire à la fraiseuse horizontale 6M83G, qui appartient à la troisième gamme de tailles. La production des machines de la série M est maîtrisée en 1960 ; on les retrouve souvent dans les ateliers de nos usines. Une bonne connaissance de la machine 6M82G permet de maîtriser rapidement les travaux sur d'autres types de fraiseuses horizontales, puisque leurs principaux composants diffèrent peu des composants de cette machine.
Tous les composants et pièces de la machine sont interchangeables à l'exception des cales et de certains guides qui sont raclés.
La machine 6M82G ne diffère extérieurement du modèle 6N82G produit précédemment que par la présence d'un volant d'alimentation longitudinale sur la face avant de la table ; elle a une plage légèrement différente de vitesses de rotation de broche et d'avances de table.

La base de la machine est en fonte grise et est découpée avec précision des deux côtés. D'un côté de la base, le châssis de la machine est installé et boulonné ; l'autre côté est adjacent au sol de l'atelier. À la base se trouve un bac pour le liquide de refroidissement qui s'écoule à travers des tubes depuis la table. Une pompe électrique est montée sur la base pour fournir du liquide de refroidissement de l'auge à l'outil.
Le lit est utilisé pour fixer tous les composants et mécanismes de la machine. Certains composants de la machine (boîte de vitesses, broche, moteur électrique avec entraînement par courroie, mécanisme de transmission du mouvement à la boîte d'alimentation) sont situés à l'intérieur du châssis et ne sont pas visibles. D'autres composants de la machine (console, boîte d'alimentation, coffre, table, pompe d'alimentation en liquide de refroidissement) sont situés sur les surfaces extérieures du lit.
Le lit est en forme de caisson et renforcé à l'intérieur par des nervures ; sur sa paroi avant se trouvent des guides verticaux (en forme de queue d'aronde) pour la console, et en haut se trouvent des guides horizontaux pour le coffre.
Le coffre est disponible sur les fraiseuses horizontales et universelles et est utilisé pour une installation et un support corrects du mandrin de fraisage. Le coffre est installé dans des guides horizontaux sur la partie supérieure du cadre et peut être fixé à n'importe quelle distance de son miroir, c'est-à-dire avec un porte-à-faux différent (voir Fig. 10). Pour augmenter la rigidité lors du traitement de pièces lourdes et de grandes sections de copeaux, des supports sont utilisés qui relient le coffre à la console.
La console est une fonte rigide montée sur les guides verticaux du châssis. La console se déplace le long des guides verticaux du cadre et porte des guides horizontaux pour la glissière. Il est soutenu par un support doté d'une vis télescopique permettant de monter et d'abaisser la console. La rigidité de la structure de la console et la précision de ses guides sont d'une importance primordiale. fonctionnement des machines. La console comporte deux boulons qui fixent les supports reliant la table de la machine au coffre pour une meilleure stabilité sous de lourdes charges.
Le coulisseau est un lien intermédiaire entre la console et la table de la machine. La table se déplace le long des guides supérieurs de la glissière dans le sens longitudinal, et la partie inférieure de la glissière se déplace dans le sens transversal le long des guides supérieurs de la console.
La table est montée sur les rails de guidage et se déplace dans le sens longitudinal. Les pièces à usiner, les dispositifs de serrage et autres dispositifs sont fixés sur la table, pour laquelle la surface de travail de la table présente des rainures longitudinales en forme de T.
Les mouvements de la table, du coulisseau et de la console confèrent des avances longitudinales, transversales et verticales à la pièce par rapport à la fraise.
Les fraiseuses en porte-à-faux disposent généralement d'une alimentation manuelle et mécanique de la table, du coulisseau et de la console.
Pour les mouvements d'installation pendant le réglage et pour les courses à vide de la table, une avance manuelle ou mécanique est utilisée, et pour les avances de travail, uniquement une avance mécanique.
En plus des avances de travail, la table a généralement une vitesse élevée (mouvement accéléré) dans les trois directions - pour amener la pièce à la fraise, ainsi que pour le mouvement inverse.
La vitesse élevée s'effectue à une vitesse constante et les avances de travail comportent plusieurs étapes, qui peuvent être réglées à l'aide de la boîte d'avance en fonction du traitement, du matériau de la fraise et de la pièce à usiner.
Broche. Pour faire tourner l'outil de coupe, une broche est utilisée, qui reçoit le mouvement de la boîte de vitesses. La précision de rotation du mandrin avec la fraise activée dépend de la précision de la broche, de sa résistance et de sa rigidité. Les broches des fraiseuses sont en acier allié 40Xi et soumises à un traitement thermique.

En figue. La figure 21 montre la broche de la machine 6M82G. La broche est équipée de trois roulements à rouleaux et à billes. L'extrémité avant de la broche et la douille conique pour le montage et la fixation de l'outil et du mandrin sont usinées avec une grande précision.
L'extrémité avant de la broche de la fraiseuse 6M82G est illustrée à la Fig. 22. Le cône intérieur 2, dans lequel le mandrin de fraisage est inséré, est très raide. La rotation du mandrin de fraisage est effectuée par des tournevis 3, qui sont insérés dans les rainures à l'extrémité de la broche et vissés avec des vis. Les têtes de fraisage sont fixées par des vis vissées dans les trous 4 et centrées par la partie avant 1 de la broche. Parfois, un mandrin spécial est utilisé pour le centrage, dont une extrémité s'insère dans la douille conique 2 de la broche, et une tête de fraisage est montée sur l'autre.

Les fraiseuses domestiques ont une extrémité avant standard de la broche (Fig. 22).
La broche tourne à partir d'un moteur électrique situé dans le châssis de la machine, via une poulie, un entraînement par courroie puis via une boîte de vitesses. Le moteur est situé à l'intérieur du châssis, ce qui augmente la sécurité de fonctionnement et réduit la surface occupée par la machine.
Boîte de vitesses conçu pour transmettre la rotation de la poulie à la broche et pour modifier le nombre de ses tours en changeant de vitesse.
Les avances de la table sont entraînées par un moteur électrique situé dans la console de la machine via une boîte d'alimentation.
La boîte d'alimentation est utilisée pour modifier l'alimentation de la table dans les directions verticale, longitudinale et transversale.
Les fraiseuses en porte-à-faux de conception moderne, comme la machine 6M82G, disposent de moteurs électriques séparés pour entraîner la boîte de vitesses et la boîte d'alimentation.
En figue. La figure 23 montre une fraiseuse horizontale 6N81G produite par l'usine de fraisage de Dmitrov. Il appartient à la première gamme de tailles. Tous ses principaux composants et mécanismes (base, lit, coffre, console, table) sont similaires à ceux évoqués ci-dessus. La seule différence est que la rotation de la broche est transmise par un entraînement par courroie provenant de la poulie de la boîte de vitesses, reliée rigidement au moteur électrique de l'entraînement principal du mouvement. De plus, la broche est équipée d'un entraînement par engrenages, permettant des vitesses de broche élevées et faibles.

Fraiseuses verticales
Une fraiseuse verticale ne diffère d'une fraiseuse horizontale que par l'emplacement de la broche, donc tout ce qui précède à propos d'une fraiseuse horizontale s'applique à une fraiseuse verticale, à l'exception des pièces et ensembles que cette dernière ne possède pas (tronc, les soutiens).
En figue. La figure 24 montre les principaux composants d'une fraiseuse verticale de type 6M12P produite par l'usine de fraisage de Gorky.

Les machines de ce modèle, ainsi que la fraiseuse horizontale 6M82G (voir Fig. 7) ou la fraiseuse universelle 6M82 (voir Fig. 8), forment une gamme de fraiseuses cantilever de 2ème taille.
Toutes les machines de la 2ème gamme de tailles ont 18 vitesses de broche comprises entre 31,5 et 1 600 tr/min et 18 niveaux d'alimentation allant de 25 à 1250 mm/min pour les mouvements longitudinaux et transversaux de la table et de 8,3 à 400 mm/min- pour la verticale. La vitesse de la table dans les directions longitudinale et transversale est de 3000 mm/min, et pour la verticale - 1000 mm/min. Les machines de la 3ème gamme de taille ont les mêmes vitesses, avances de travail et vitesses élevées.
La surface de travail de la table pour les machines de taille 2 est de 320X1500 mm mm):
La surface de travail de la table pour les machines de taille 3 est de 400X2000 mm. La table présente les mouvements mécaniques maximaux suivants (en mm):
En figue. La figure 25 montre les principaux composants de la fraiseuse verticale 6N11 produite par l'usine de fraisage de Dmitrov. Les machines de ce modèle, ainsi que les fraiseuses horizontales 6N81G (voir Fig. 23) et les fraiseuses universelles similaires 6N81, forment une gamme de fraiseuses en porte-à-faux de la 1ère taille.
Toutes les machines de la première gamme de tailles disposent de 16 vitesses de broche allant de 65 à 1800 tr/min et 16 niveaux d'alimentation de table allant de 35 à 980 mm/min pour mouvement longitudinal, de 25 à 765 mm/min pour transversal et de 12 à 830 mm/min pour la verticale ; haute vitesse - 2900, 2300 et 1150, respectivement mm/min.
La surface de travail de la table pour les machines de première taille, comme indiqué précédemment, est de 250X1000 mm. La table présente les mouvements mécaniques maximaux suivants (en mm):

Le chapitre VI fournit une description détaillée des fraiseuses. Dans cet article, nous examinerons les principaux composants des fraiseuses cantilever et les règles d'entretien. Selon l'emplacement de la broche, les fraiseuses en porte-à-faux sont divisées en horizontales et verticales.
Les fraiseuses horizontales se caractérisent par une disposition horizontale des broches et la présence de trois mouvements mutuellement perpendiculaires de la machine - longitudinal, transversal et vertical. Les fraiseuses horizontales sont divisées en deux types : simples et universelles. Dans les fraiseuses horizontales universelles, en plus des mouvements indiqués, la table de travail peut également pivoter autour d'un axe vertical selon un angle allant jusqu'à 45° dans chaque direction. Pour régler la table à l'angle requis par rapport à l'axe de la broche, il y a une partie rotative entre le coulisseau et la table de travail, à la périphérie de laquelle les divisions en degrés sont marquées.
En figue. La figure 16 montre une vue générale de la fraiseuse horizontale 6M82GB. Les principaux composants de la machine sont : base 1, lit 2, coffre 4, console 7, toboggan 6, table 5, boîte de vitesses avec broche de travail 3, boîte d'alimentation.
Le bâti de la machine est utilisé pour fixer tous les composants et mécanismes de la machine. Le tronc se déplace le long des guides supérieurs du châssis et sert à soutenir l'extrémité du mandrin de fraisage avec la fraise à l'aide d'une boucle d'oreille. Il peut être fixé avec différentes portées. Pour augmenter la rigidité de la fixation du coffre, des supports sont utilisés qui relient le coffre à la console
La console est une pièce moulée en forme de boîte avec des guides verticaux et horizontaux. Il est relié au châssis par des guides verticaux et se déplace le long de ceux-ci. La diapositive se déplace le long de guides horizontaux. La console est fixée aux guides avec des pinces spéciales et constitue l'unité de base qui combine tous les autres nœuds de la chaîne d'alimentation et répartit le mouvement en avances longitudinales, transversales et verticales. La console est soutenue par un support doté d'une vis télescopique permettant de la monter et de l'abaisser.
La table est montée sur les rails de guidage et se déplace le long de ceux-ci dans le sens longitudinal. Les pièces à usiner, les dispositifs de serrage et autres dispositifs sont fixés sur la table. A cet effet, la surface de travail de la table présente des rainures longitudinales en forme de T.
Le coulisseau est un lien intermédiaire entre la console et la table de la machine. La table se déplace longitudinalement le long des guides supérieurs de la glissière, et la partie inférieure de la glissière, ainsi que la table, se déplace transversalement le long des guides supérieurs de la console.
La broche de la fraiseuse est utilisée pour transmettre la rotation à l'outil de coupe depuis la boîte de vitesses. La précision de rotation de la broche, sa rigidité et sa résistance aux vibrations déterminent en grande partie la précision du traitement.
La boîte de vitesses est conçue pour transmettre différentes vitesses à la broche de la machine. Le moteur de la machine est situé sur le lit.
La boîte d'alimentation est utilisée pour transmettre diverses quantités d'alimentation à la table dans les directions longitudinale, transversale et verticale. L'entraînement du mécanisme d'alimentation est situé à l'intérieur de la console et est entraîné par un moteur électrique séparé. Contrairement aux entraînements de mouvement principaux, les entraînements d'alimentation sont à faible vitesse.
Les fraiseuses verticales se caractérisent par une disposition de broche verticale et sont principalement conçues pour travailler avec des fraises à faces, en bout et à clés.
Les principaux composants des fraiseuses verticales modèle 6M12P sont : la base, le banc, la tête de broche rotative, la console, la table, le coulisseau, la boîte de vitesses avec broche de travail et la boîte d'alimentation. Le but des unités est le même que celui des fraiseuses horizontales. Les fraiseuses verticales n'ont pas de coffre. La tête rotative est fixée au col du cadre et peut pivoter dans un plan vertical selon un angle de 0 à 45° dans les deux sens.

La figure 17 montre les commandes de la fraiseuse verticale 6M12P. La machine permet une duplication du contrôle. Les commandes sont situées sur le panneau avant de la machine et sur le côté gauche. L'allumage de la rotation de la broche s'effectue par l'avant avec le bouton 15, et sur le côté gauche - avec le bouton 5, l'arrêt de la rotation de la broche - avec le bouton 6. L'allumage impulsionnel (de courte durée) de la broche se fait avec le bouton 3 Le passage de la broche au nombre de tours souhaité s'effectue avec la poignée 1. Le nombre de tours souhaité est réglé en tournant la molette 4, guidé par la flèche indiquant la vitesse de rotation de la broche. Le sens de rotation de la broche est modifié par le commutateur 26. La broche de la machine est montée dans une tête rotative qui tourne dans un plan vertical selon un angle de 45° dans n'importe quelle direction. La broche est un arbre à double support monté dans un manchon escamotable. Le manchon est prolongé avec la broche à l'aide du volant 9, et le serrage s'effectue à l'aide de la poignée 10.
L'éclairage de la machine (lampe 8) est allumé par l'interrupteur 7, et la pompe de refroidissement est allumée par l'interrupteur 27. Les mouvements de la table sont commandés par des poignées dont le sens de rotation coïncide avec le sens de déplacement de la table . La commutation d'alimentation s'effectue à l'aide du champignon 20 et du cadran de commutation d'alimentation. En même temps, le bouton champignon est enfoncé et le champignon en plastique est complètement retiré. Tournez ensuite le cadran près du champignon et réglez la quantité de nourriture requise. Le cadran peut être tourné dans n'importe quelle direction. L'avance longitudinale de la table est activée à l'aide de la poignée 12 ou 23 (duplicata).
L'avance verticale et transversale est activée à l'aide de la poignée 21 ou 24 (duplicata). Pour configurer la machine pour les cycles automatiques de mouvement de la table, on utilise les cames 11. Le mouvement rapide de la table dans les sens longitudinal, transversal et vertical s'effectue par le bouton 2 ou 16 (duplicata). Le mouvement manuel de la table dans le sens longitudinal est effectué par les volants 13 et 25 (duplicata), et dans le sens transversal - par le volant 17.
Le déplacement vertical manuel de la table s'effectue par la poignée 18. La console sur les supports est sécurisée par la poignée 19, la coulisse sur la console par la poignée 22. Lorsque vous appuyez sur le bouton 14 (arrêt), le moteur est déconnecté du réseau et la broche est freinée. La machine est coupée du secteur à l'aide de l'interrupteur principal 28.
Objectif du travail :Étudier la structure et le fonctionnement de la fraiseuse universelle NO-800, se familiariser avec les équipements utilisés pour sécuriser l'outil, les entraînements du mouvement principal, les mouvements d'avance et les mouvements auxiliaires.
Outils et accessoires
1. Fraiseuse universelle mod. H0-800
2. Outils de coupe et auxiliaires
3. Vide
4. Croquis opérationnel
5. Microscope BMI-1 avec un jeu de têtes de mesure
Informations de base
Classification des fraiseuses
Les fraiseuses constituent le sixième groupe de machines-outils. Ils sont largement utilisés dans la fabrication de diverses pièces de machines. À l'aide de diverses fraises, les machines peuvent traiter des surfaces planes et profilées, des rainures, des surfaces de corps en rotation, couper des engrenages par copie et effectuer d'autres opérations de fraisage.
En fonction des conditions de production et du traitement de différents types de pièces, différentes fraiseuses peuvent être utilisées. Ils peuvent être divisés en machines à usage général et machines à usage spécial.
Les machines à usage général comprennent : les fraiseuses en porte-à-faux, les fraiseuses verticales, les fraiseuses horizontales, les machines universelles et largement universelles, les fraiseuses non en porte-à-faux à tête de broche fixe ou rotative, à table ronde, avec dispositif de copie ; fraisage longitudinal monocolonne horizontal ou vertical ; à deux montants avec deux broches ou plus ; fraisage rotatif avec une ou plusieurs broches.
Les machines spéciales comprennent le fraisage par copie, le fraisage de cannelures et de clavettes, le fraisage à tambour, les fraiseuses CNC, etc.
Parmi les machines à usage général, il existe plusieurs types de machines :
1.Fraiseuses verticales conçu pour effectuer diverses opérations de fraisage.
Une particularité de ces machines est la position verticale de l'axe de la broche et la présence d'une console mobile sur laquelle se trouvent le coulisseau et la table. La pièce en cours de traitement est fixée sur la table, elle se déplace longitudinalement le long des guides de la console, qui, à son tour, se déplace dans trois directions mutuellement perpendiculaires. La boîte d'alimentation est montée sur la console.
Sur les fraiseuses verticales, presque tous les types de fraises, têtes de fraisage, fraises en bout, modulaires et autres sont utilisés, en fonction des opérations effectuées.
L'outil est monté soit sur des mandrins à queue conique, fixés dans la broche, soit dans des pinces de serrage. Sur les fraiseuses verticales, le fraisage vers le haut est effectué, et s'il existe un dispositif qui compense l'écart entre la vis et l'écrou du mécanisme d'alimentation longitudinale, le fraisage vers le bas est également possible.
2. Fraiseuses horizontales conçu pour fraiser diverses surfaces : horizontales, inclinées et façonnées, ainsi que des rebords, des rainures, etc. L'axe de broche des machines de ce type est horizontal. Les mouvements d'avance sont les mêmes que les mouvements d'avance des pièces sur une fraiseuse verticale.
Les machines universelles de ce type ont la particularité suivante : leur table peut pivoter de . Cela permet d'usiner des rainures hélicoïdales sur des surfaces cylindriques à l'aide d'une tête diviseuse.
3. Fraiseuses très polyvalentes disposent de différentes options pour installer la broche : en positions horizontale, verticale et inclinée dans deux plans perpendiculaires entre eux. Sur les fraiseuses largement universelles, des fraises de différents types (cylindriques, à disques, à faces, têtes de fraisage, etc.) peuvent être utilisées pour traiter des pièces de taille moyenne dans des productions individuelles et à petite échelle. Ces machines sont équipées d'un large éventail d'appareils : tables rondes, têtes diviseuses, appareils spéciaux.
Outils et dispositifs auxiliaires utilisés sur les fraiseuses
Pour sécuriser l'outil de coupe sur les fraiseuses, divers outils auxiliaires sont utilisés. Il permet de monter sur les machines à la fois un outil en porte-à-faux (queue, fraises en bout, têtes de fraisage, etc.) et un outil monté sur mandrins dont une extrémité est installée dans la broche, l'autre dans la douille de manille (disque, coupe , coupeuses modulaires, etc.).
La conception de l'outil auxiliaire dépend de la pièce de montage et de connexion de la fraise et des caractéristiques de conception de la broche. Par exemple, des fraises à tige conique - directement dans la broche ou via une douille conique adaptatrice. L'extrémité des trous des broches des fraiseuses présente un cône Morse n° 3,4,5. Le couple est transmis à l'outil depuis la broche par l'intermédiaire de craquelins fixés à la broche, qui s'insèrent dans les rainures de l'extrémité de la bague ou du mandrin.
Les fraises à attaches (fraises à disque, fraises à tronçonner, etc.) reposent le long du trou sur un mandrin doté d'une clé pour transmettre le couple.
Un mandrin avec un cutter ou un jeu de cutters est fixé à une extrémité à la broche et l'autre à la boucle d'oreille ou au pendentif. Dans le cas d'une fixation en porte-à-faux, le mandrin est installé uniquement dans le trou de montage de la broche. Les fraises à surfacer sont fixées par quatre boulons sur une broche ou sur un mandrin, centrés par une collerette sur la broche ou sur le mandrin. Le couple est également transmis par deux clés d'extrémité.
Principaux composants des fraiseuses cantilever
Base – sert de support aux machines.
lit – l'unité de base de la machine, dans la cavité interne de laquelle se trouve la boîte de vitesses , broche, moteur électrique du mouvement principal.
La console est déplacée le long des guides verticaux du cadre. Un coffre est installé dans la rainure de guidage supérieure.
Broche – un arbre creux rigide, à l'extrémité avant duquel sont installées et fixées les fraises. La section conique du trou de broche (7:24) est destinée à l'installation de fraises à l'aide de mandrins ou de bagues d'adaptation.
Tronc – dans les machines à broche horizontale, il est conçu pour soutenir l'extrémité libre du mandrin de fraisage avec une manille. L'extension du coffre est réglable et fixée dans la position souhaitée.
Console – une fonte en forme de boîte qui abrite le moteur électrique d’entraînement de l’alimentation, la boîte d’alimentation et son mécanisme de commutation. La console est reliée au cadre par une rainure verticale en queue d'aronde.
Traîneau – un meuble intermédiaire entre la console et la table de la machine. La rainure inférieure de la glissière est installée sur les guides horizontaux de la console dans le sens transversal. La rainure supérieure de la glissière à queue d'aronde sert de guide pour la table.
Tableau – situé sur une glissière et se déplace le long de celle-ci dans le sens longitudinal. La pièce à traiter ou les dispositifs de fixation de la pièce sont installés et fixés sur la table.
Conception d'une fraiseuse horizontale à console universelle modèle 6M82
Les fraiseuses horizontales ont une broche dont l'axe est horizontal et la table de travail se déplace dans les directions longitudinale, transversale et verticale. Ils sont divisés en simples et universels, ces derniers ne diffèrent pas en apparence des simples, mais ont une table tournant autour d'un axe vertical. Cela permet d'usiner des rainures hélicoïdales, de couper des meules hélicoïdales, etc. Le mouvement principal est la rotation de la fraise, et le mouvement d'avance est le mouvement longitudinal, transversal ou vertical de la table. En figue. 5.1 montre la disposition, les principaux composants et les mouvements de la fraiseuse horizontale à console universelle mod. 6M82.
Riz. 5.1. Fraiseuse horizontale universelle mod. 6M82
Un cadre 2 est installé sur la plaque de fondation 1, à l'intérieur duquel se trouve un mécanisme de mouvement principal entraîné par un moteur électrique 3 et une boîte de vitesses 4. Une console 5 est montée dans les guides verticaux du cadre, qui peut se déplacer verticalement le long de ces guides. . Sur les guides horizontaux de la console se trouvent des glissières transversales 6, un plateau rotatif 7, et sur les guides de ce dernier se trouvent une table longitudinale (de travail) 8. Ainsi, une pièce montée directement sur la table, dans un étau ou un montage , peut recevoir de la nourriture dans trois directions. La présence d'un plateau tournant permet, si nécessaire, de faire pivoter le bureau dans un plan horizontal et de le régler à l'angle souhaité. Certaines fraiseuses horizontales n'ont pas de plateau rotatif ; dans ce cas, ils sont appelés simples par opposition à universels. L'entraînement d'alimentation de la table est situé à l'intérieur de la console 5 et se compose d'un moteur électrique 9, d'une boîte d'alimentation 10 et d'autres mécanismes.
Les mandrins de fraisage et les mandrins courts sont insérés directement dans le siège conique de la broche. Le coffre 12 est situé en partie haute du châssis 2 . Une suspension 13 avec un centre (à gauche) ou avec un roulement (à droite) est installée dans ses guides. Deux supports 14 peuvent également être fixés au coffre dont les extrémités inférieures sont reliées à la console. Les supports servent à rigidifier la console.
En figue. 5.2 montre le schéma cinématique d'une fraiseuse horizontale universelle mod. 6M82.
Riz. 5.2. Schéma cinématique d'une fraiseuse horizontale universelle mod. 6M82
L'entraînement principal du mouvement part du moteur électrique 69 et est réalisé par une boîte de vitesses à 18 vitesses. La rotation de l'arbre I est transmise à l'arbre II à l'aide des engrenages 1-2, puis via l'une des trois paires de roues (3-4, 5-6 ou 7-8) à l'arbre III. De là, l'un des engrenages 9-10, 11-12 ou 4-13 communique le mouvement à l'arbre IV, et le dernier le long de la chaîne de roues 14-15 ou 16-17 - à la broche V. Le changement de vitesse est obtenu en changeant les roues 3-5-7, 10-13 -12 et 14-16.
Le lecteur du mécanisme d'alimentation est situé à l'intérieur de la console. Le moteur électrique 63, utilisant les engrenages 18-19, 20-21, fait tourner l'arbre VIII. Ensuite, grâce aux engrenages 22-23, 24-25 ou 26-27, la rotation est transmise à l'arbre IX. Depuis l'arbre IX via les engrenages 27-28, 29-30 ou 31-32, la rotation est transmise à l'arbre X. De là, le mouvement vers l'arbre XI peut être transmis via une paire de roues 33-34 (la roue 33 se déplace vers la droite pour engager l'embrayage M), soit par une recherche composée des roues 35-36, 37-33 et 33-34 (dans ce cas, la roue 33 occupe la position indiquée sur le schéma). La roue large 34 est montée libre sur l'arbre et lui transmet la rotation lorsque l'embrayage 64 est engagé. Lorsque l'embrayage à disque fonctionnel M est engagé, l'arbre XI peut recevoir la rotation rapide nécessaire aux mouvements rapides. La chaîne à rotation rapide est constituée d'un groupe d'engrenages 18-19, 19-52 et 52-53. Les embrayages 67 et 64 sont verrouillés et comportent un élément de commande : lorsqu'un embrayage est activé, le second est désactivé et vice versa. Les avances de table sont effectuées à l'aide de mécanismes à vis : longitudinaux - par paires 54-55 ; transversale 56-57 et verticale 58-59. L'écrou 55 est fixé dans la glissière supérieure, 57 dans la console, 59 dans le meuble 66.
La chaîne d'alimentation longitudinale relie l'arbre XI à la vis mère 54. Elle se compose des engrenages 38-39, 40-42, 43-44, 45-46 (dans le schéma, la vis 54 tourne de 90° par rapport à l'axe des roues 44 et 45 ; son axe est perpendiculaire au dessin plan).
La chaîne d'alimentation croisée se compose des engrenages 38-39, 40-42-47.
La chaîne d'alimentation verticale comprend les engrenages 38-39, 40-41, 48-49 et 50-51. Pour activer et désactiver les alimentations, les embrayages 62, 65, 70 sont utilisés.
Caractéristiques techniques de la machine mod. 6M82
Dimensions du plan de travail de la table, mm 320 x 1250
Mouvement maximal de la table :
longitudinale, mm 800
transversal, mm 250
verticale, mm 420
Distance de l'axe de la broche horizontale à
Surfaces de table, mm 30-450
Nombre de vitesses de broche 18
Vitesse de rotation de la broche, tr/min. 31,5-1600
Nombre d'alimentations de travail de la table 18
Avance de la table, mm/min :
Longitudinale 25-125
Transversale 25-125
Verticale 8,3-416,6
Puissance du moteur d'entraînement
Mouvement principal, kW 7,5
Dimensions hors tout, mm :
largeur 195
hauteur 1680
Poids, kg 2900
Conception et principe de fonctionnement de la machine mod. NON-800
La fraiseuse universelle modèle NO-800 est conçue pour effectuer des opérations de fraisage de processus technologiques pour la fabrication de pièces d'appareils. La machine est destinée à être utilisée dans le cadre de l'équipement technologique des entreprises de l'industrie de la fabrication d'instruments.
Les fraiseuses utilisées dans la fabrication d'instruments de précision fonctionnent généralement avec des fraises de petit diamètre. Des vitesses de coupe économiquement réalisables peuvent donc être obtenues en augmentant la vitesse de rotation de la broche (jusqu'à 4 000 tr/min).
Une caractéristique de la plupart de ces machines est l’absence d’alimentation automatique. L'alimentation manuelle s'effectue principalement par un système de mécanismes élémentaires (levier ou levier, roue et crémaillère), et l'évacuation des copeaux de petite section nécessite l'utilisation de mandrins de fraisage courts lors de l'assemblage des machines, la suppression de l'utilisation d'un tronc, etc. .
Les fraiseuses pour instrumentation de précision, en fonction de l'emplacement de la broche, sont divisées en verticales et horizontales. Il existe également des machines combinées dans lesquelles la broche peut être installée horizontalement ou verticalement, en fonction de la nature du travail effectué. Fondamentalement, ces fraiseuses sont de petite taille et installées sur des tables ou des établis. Certaines fraiseuses verticales sont équipées de têtes pivotantes dont la broche peut être réglée à un angle de ± 40°.
Caractéristiques techniques de la machine mod. NON-800
Données techniques, principaux paramètres et caractéristiques :
1. Distance de l'axe de la broche aux guides du lit, mm 90
2. Distance de l'axe de la broche au chariot latéral, mm 80
3. Mouvement maximum de la tête de broche dans les plans horizontal et vertical, 50
4. Diamètre de la surface de travail de la table, mm 100
5.Mouvement longitudinal maximum de la table, mm 100
6. Course verticale maximale de la table, mm 50
7. Le prix de la division du cadran du mouvement de la table, mm 0,01
8. Angle d'inclinaison de la table dans le plan vertical ±300
9. Angle d'inclinaison de la poupée ± 300
10. Moteur de poupée :
puissance, kW 0,25
vitesse de rotation, min -1 3000
11. Cône spécial dans la broche pour la pince, 290
13. Précision d'usinage pendant le fraisage, mm 0,02
14. Fréquence de rotation de la broche, min –1 5300
15. Dimensions hors tout, mm 650 x 610 x 670
Les pièces peuvent être traitées dans un appareil spécial fixé à la table.
1. Broche.
2. Poulies d'entraînement par courroie à trois étages.
3. Console.
4. Levier de rotation de la table.
5. Volant pour le mouvement transversal de la table.
6. Bureau.
7. Dispositif de réglage de la broche en position verticale.
8. Galet tendeur.
9. Levez-vous.
10. Volant pour le mouvement longitudinal de la crémaillère.
11. Levier pour le mouvement vertical de la table.
12. Moteur électrique.
13. Logement.
14. Équipement de lancement.
Riz. 4.3. Croquis du mod machine. NON-800
La vue générale de la machine est présentée sur la Fig. 4.3. La machine se compose d'un boîtier (lit) 13, dans lequel sont construits l'équipement d'entraînement et de démarrage 14. La rotation de la broche 1 est effectuée à partir du moteur électrique 12 via un entraînement par courroie à trois étages qui fait le tour du galet tendeur 8. Le trou de broche est conçu pour l'utilisation d'une pince ou d'un mandrin pour fraises. La base de la crémaillère 9, qui porte la broche 1, est fixée aux guides prismatiques 15 du bâti à l'aide de deux excentriques. Le mouvement longitudinal de la crémaillère 9 est limité par les vis de poussée 16 et est réalisé par une vis micrométrique 10 avec une valeur de division de 0,01 mm. L'écart dans les guides est ajusté à l'aide d'une cale.
La console 3, portant une table ronde 6, se déplace dans le sens vertical le long de guides prismatiques à l'aide d'un couple à crémaillère et pignon provenant de la poignée 11, fixée à l'axe à crémaillère et pignon. La rotation de la table 6 autour de son axe s'effectue à l'aide d'un levier 4, et le mouvement transversal de la table s'effectue par rotation du volant 5 de la vis micrométrique. Tous les mouvements des vis sont limités par des vis de butée.
L'inclinaison de la console et de la tête de broche est fixée avec des boulons de serrage. Les espaces dans les guides sont ajustés à l'aide de cales.
La broche de la machine tourne dans deux bagues en bronze. Une bague est solide avec un trou conique interne et la seconde est fendue. Les jeux radiaux et axiaux sont réglés à l'aide d'écrous.
Exigences de sécurité lors de l'exécution de travaux de laboratoire
1. Les personnes ayant suivi une formation de sécurité et ayant étudié ces instructions sont autorisées à travailler sur la fraiseuse universelle mod HO-800.
2. Il est interdit d'effectuer tout type de travail sur la machine sans l'autorisation de l'enseignant ou de l'ingénieur.
3. Lors de l'installation, la machine doit être mise à la terre de manière fiable dans le système de mise à la terre général.
La résistance électrique mesurée entre la pince de mise à la terre située à l'entrée de la machine et toute pièce métallique de la machine pouvant être alimentée à 42 V ou plus ne doit pas dépasser 0,1 Ohm.
4. Lors de la réparation, la machine doit être déconnectée de l'alimentation électrique par l'interrupteur d'entrée.
5. Lorsque la machine est en fonctionnement, il est interdit d'effectuer des travaux manuels dans la zone de traitement des pièces.
Demande de service
1. Familiarisez-vous avec le but, la disposition et les caractéristiques techniques de la fraiseuse mod. HO-800.
2. Étudiez le but des principaux composants de la machine.
3. Identifier le mouvement principal, les mouvements d'avance et les mouvements auxiliaires.
4. À l'aide du croquis donné par l'enseignant, préparez la machine pour le traitement et, à l'aide d'un microscope BMI-1, déterminez l'exactitude des dimensions obtenues et comparez-les avec la valeur spécifiée.
1. Nom et but de l'œuvre.
2. Outils, équipements et accessoires de travail.
3. Disposition de la machine mod. NO-800 indiquant tous types de mouvements (mouvement principal, mouvement d'avance, mouvements auxiliaires).
2. Croquis de la pièce.
3. Schéma de mesure et mise en place de la machine.
4. Conclusions et recommandations.
Questions de test pour le travail en laboratoire
1. Classification des machines du groupe de fraisage.
2. Objectif et types de travaux effectués sur les fraiseuses.
3. Un outil auxiliaire utilisé sur les fraiseuses.
4. Conception, disposition et schéma cinématique de la machine mod. 6M82.
5. Nommer les principaux composants et mouvements nécessaires pour réaliser le processus de découpe sur un mod. HO-800.
Travaux pratiques n°4
Sujet: «
Cible: Familiarisez-vous avec les principaux composants d'une fraiseuse cantilever universelle
Des questions:
Pour vous familiariser avec les principaux composants d'une fraiseuse cantilever universelle, vous devez répondre aux questions suivantes :
1 En quels groupes les fraiseuses sont-elles divisées ?
2 Tailles standards des fraiseuses.
3 Classification des fraiseuses.
4 Particularités des fraiseuses cantilever. Leurs variétés
5 Quelle est la différence entre les fraiseuses verticales et les fraiseuses horizontales.
6 Objectif d'une fraiseuse en porte-à-faux horizontale universelle.
Demande de service:
Répondez aux questions.
Décrire la structure d'une fraiseuse en porte-à-faux.
Décrire les principaux composants d'une fraiseuse cantilever universelle et ses caractéristiques de conception.
Décrivez les mouvements de base de la machine :
a) mouvement principal
b) mouvement d'alimentation
Conclusion:
Travaux pratiques n°4
Sujet: « Principaux composants d'une fraiseuse cantilever universelle"
La variété des opérations effectuées par des coupeurs de différents types est extrêmement grande. Les fraiseuses peuvent produire presque tous les types de surfaces. Les fraiseuses sont largement utilisées dans la production d’outils.
Le mouvement principal est la rotation de la broche avec la fraise attachée. Le mouvement d'avance est communiqué à la table avec la pièce fixée dessus.
Fraiseuse universelle mod. 6N82
La machine de type console est conçue pour divers travaux universels. La machine est appelée fraiseuse universelle car la table peut tourner autour d’un axe vertical.
Les caractéristiques techniques et la rigidité de la machine permettent la pleine utilisation des outils de fraisage à grande vitesse.
Caractéristiques techniques de la machine :
plan de travail 1250X 320 mm,
nombre de vitesses de broche 18 ; limites de vitesse de broche 29-1500tr/min ;
nombre de manches 18 ;
limites des valeurs d'avance longitudinale et transversale 19-930mm/min, verticale 6.33-310mm/min ;
puissance du moteur 7ket;
rotation de la table 45°.
Riz. 1. Fraiseuse universelle mod. 6N82
Un cadre est installé sur la plaque de fondation3. La plaque est réalisée sous la forme d'une auge pour collecter le liquide de refroidissement.
lit3 réalisé en forme de boîte. Sur la face avant se trouvent des guides pour déplacer la console17.
Dans Un coffre 9 se déplace au-dessus du châssis et une boîte de vitesses est montée à l'intérieur de celui-ci.8 entraîné par un moteur électrique à bride - 6.
Console17utilisé pour le montage de glissières transversales16, partie tournante tableau13 et boîtes d'alimentation 2. Le coulisseau transversal se déplace le long des guides de la console dans le sens transversal avec la partie rotative15. Table de travail 13 montée dans les guides de la partie tournante15 et se déplace à travers eux. Il peut tourner le long des guides circulaires de la moitié inférieure de la partie tournante. Il y a trois rainures en forme de T sur la surface supérieure de la table : deux d'entre elles sont utilisées pour fixer le luminaire et la tête longue, et la rainure de connexion est utilisée pour les aligner afin qu'elles soient parallèles à l'axe de la table. Pour augmenter la rigidité du tronc9 se connecte à la console à l'aide des messages d'assistance14.
Les mandrins avec outils sont insérés avec une extrémité dans le trou conique de la broche 10, et l'autre dans le trou du reste12. Grâce aux mouvements de la console transversale et de la table, la pièce peut être déplacée dans les directions verticale, transversale et longitudinale.
Fraiseuses
Les fraiseuses ont une très large gamme d'applicationset sont divisés en deux groupes principaux : machines à usage généralformation et spécialisée.
Au premier groupe comprennent les machines en porte-à-faux et non en porte-à-faux, les fraiseuses longitudinales, les machines non en porte-à-fauxfraisage continu (rotatif et à tambour).
À l'OMC groupe d'essaim inclure les fraiseuses à copier, les meuleuses d'engrenagesgrain, fraisage de filets, fraisage de clavettes, fraisage de rainuresnon, etc.
Tailles de machines caractérisé par la zone de travaildont la surface ou les dimensions de la table (de montage) sont traitéeslavage des pièces (pour usinage d'engrenages et de filetages). Selon le spécifiéLes machines ont cinq niveaux de signe :
TailleSurface de la table, mm
0 200 x 800
1 250x1000
2 320x1250
3 ………………………………………………………… 400 x1600
4 500x2000
La classification des fraiseuses est donnée dans le tableau, oùil existe neuf types de machines du sixième groupe (en plus, les fraiseusesles machines sont également incluses dans le cinquième groupe de traitement des engrenages et des filetagesmachines qui ne sont pas prises en compte actuellement).
Chaque la machine a son propre code, premier chiffre dans lequel désigne un groupemachine,deuxième - son type (1 - fraisage vertical en porte-à-faux(Fig. 2,une), 2 - action continue (Fig. 2,b), 4 - copiearbre (Fig. 2,V) et gravure, 5 - non-console verticale (Fig. 2,G) (avec table transversale), 6 - longitudinalfraisage (Fig. 2,d), 7 - largement universel (Fig. 2,e), 8 - en porte-à-faux, horizontal (Fig. 2,g), 9 - différent).Troisième et, si nécessaire, quatrième chiffres désigner un caractèrenouvelles dimensions de la machine. En plus des chiffres dansdésignation du modèle de machine peut inclure une lettre. Si la lettre est entre le premier et le deuxièmechiffres, cela signifie que la conception de la machine a été modifiée. Par exemple, une machine à console universelle au seina été amélioré depuis de nombreuses années et a été désigné682, 6B82, 6N82, 6M82, 6R82 et 6T82.

Riz. 2 Fraiseuses :
UN - fraiseuses verticales en porte-à-faux ;b - fraiseusesaction explosive (fraisage rotatif et fraisage à tambour) ;V - copiefraiseuses à arbres (verticaux et horizontaux);g - verticale-fraiseuses non en porte-à-faux;d - fraiseuses longitudinales ;e - Shirofraiseuses universelles (en porte-à-faux et non en porte-à-faux);et - brûlerfraiseuses horizontales en porte-à-faux
Si la lettre se trouve à la fin du code machine, cela peut signifiersuivant; 1) modification structurelle du modèle principal (par exemple 6Р82Г - fraiseuse horizontale, 6Р12Б -modèle à grande vitesse, 6Р82Ш - largement universel) ; 2) différentes conceptions de machines en fonction de la précision (N - normefaible précision, P - augmenté, V - élevé, A - surtouthigh et C - machines particulièrement précises, appelées machines maîtresmi); 3) différentes conceptions selon le système utilisécontrôle des machines.
5.2 Conception d'une fraiseuse cantilever
Les fraiseuses en porte-à-faux sont le type de machine le plus couramment utilisé pour les travaux de fraisage. Une caractéristique distinctive de la machine est la présence d'une console (support) qui porte la table et se déplace de haut en bas le long des guides du cadre. Il existe des fraiseuses en porte-à-faux horizontales, verticales, universelles et universelles. Dans les fraiseuses horizontales, la broche est positionnée horizontalement et la table se déplace dans trois directions mutuellement perpendiculaires. La différence entre les fraiseuses universelles en porte-à-faux et les horizontales réside uniquement dans la possibilité de faire tourner la table par rapport à un axe vertical, et la différence entre les fraiseuses largement universelles et les universelles est la présence sur le châssis d'un coffre spécial, à l'extrémité dont une tête supplémentaire avec une broche est installée, tournant selon un angle dans n'importe quelle direction. Les fraiseuses verticales se distinguent des fraiseuses horizontales par la disposition verticale de la broche et l'absence de tronc. Dans les machines considérées, les pièces et les assemblages sont largement unifiés.
À titre d'exemple pour considérer les caractéristiques techniques, la disposition et le schéma cinématique, une fraiseuse en porte-à-faux horizontale universelle a été sélectionnée (Fig. 1). Il est conçu pour effectuer une variété de travaux de fraisage sur la fonte, l'acier et les métaux non ferreux, le carbure et les outils à grande vitesse dans les productions à petite et grande échelle. La capacité de la machine à faire tourner la table autour de son axe vertical permet de fraiser des rainures hélicoïdales de forets, de vis sans fin, etc.
La machine est constituée d'un châssis 2 monté sur une plaque de fondation14. Il y a une console sur les guides verticaux du cadre12 avec guides transversaux horizontaux sur lesquels est maintenu le coulisseau11, et sur eux - un tourdalle10 avec guides longitudinaux horizontaux.
3 4 5

16 15
1 - poignée;2 - lit;3 - limbo;4 - tronc;5 - boîtecroissance;6 - broche; 7,8 - pendentifs ;9 - tableau;10 - rotatifplaque; 11 - diapositive;12 - console;13 - boîte d'alimentation ;14 - fondsplaque mentale;15 - poignée;16- limbo
Riz. 3 escroqueries universelles fraiseuse seule
La table est montée sur ces guides9. Cet arrangement d'obligationsoffre la possibilité de déplacer la table dans trois directionslignes (longitudinales, transversales et verticales). Au camp des coursesBoîte de vitesses 5 vitesses avec manivelle installée1 et les limbes3 et conduireavec un moteur électrique qui fait tourner la broche. À la finsel12 boîte d'alimentation placée13 avec moteur électrique, allumébonjour16 et poignée 15 pour le réglage des avances. Au sommet du campNous avons monté la broche6, et sur les guides du coffre escamotable4 les cintres (équerres) 7 sont fixes et8, qui sontIls servent de supports aux mandrins de fraisage pour l'installation des fraises.
Mouvements de base dans la machine.Le mouvement principal. ArbreIV(Fig. 3) avec une broche reçoit la rotation d'un moteur électriqueM1 (puissance moteur N= 3 kW ; vitesse de rotationP. = 1450 minutes -1 ) par poulies Entraînement par courroie trapézoïdale 100/180 et 12 vitessesboîte de vitesses. De l'arbreIIla rotation est transmise à l'arbreIIIParau moyen de blocs mobiles de roues dentées 2 = 51/51 ou 60/42,42/60, 34/68, 21/81, 27/75. De l'arbreIIIrotation par roues dentées2 eux-mêmes = 75/41 ou 24/96 transférés à l'arbreIV. Équation cinématiqueChaîne mécanique pour une vitesse de broche minimale
n min =1450 100/180 21/81 24/96 = 52.min -1
Le changement du sens de rotation de la broche s'effectue en inversant la rotation de l'arbre du moteur électrique M1.
Mouvement d'alimentation réalisée à partir du moteur électrique M2 (N= 0,3 kW ;m= 1450 tr/min) à travers la boîte d'alimentation, fournissant1.2 étapes d'alimentation. De l'arbreVIIIà travers des engrenages cylindriques2 = 26/67 et 36/60 de rotation sont transmis à l'arbreX, de lui à travers le bloc

Riz. 4. Schéma cinématique d'une fraiseuse universelle en porte-à-faux
vitesses 7 = 37/53 ou 30/60, 45/45 - arbreXIet en outre rebore 2=45/45 ou 24/66 - arbreXII, à travers les engrenages2 = 18/72 et 30/60 et roue large 2 = 60 rotation roue libretion est transmise à l’arbreXIII(directement ou en contournant la recherche,quand la roue est largeg = 60 connecté à l'engrenagez = 45). De l'arbreXIIIrotation par roues dentéesz= 37/44 transmisarbreXIV; dans ce cas, le mouvement d'avance vertical est effectuéentraîné par une vis mèreVI(6 x 1), qui tourne à partir de l'arbreXIVtransmis par engrenagesz= 25/50 et 24/36. Mouvement longitudinalLe mouvement d'avance se fait à partir de la vis mèreXVIIIe(6x1)(surriz. 5.3 la vis tourne conventionnellement à 90°), qui tourne à partir de l'arbreXIVavec engrenages droits 2 = 48/52, 17/24, 28/28(à droite en avançant) ouz= 28/28 (à gauche pendant la course arrière).

Riz. 5 Tableau d'une fraiseuse à console universelle :
1 - volant moteur ;2 - vis mère ;3, 4 - des noisettes;5, 8 Et10 - engrenages;6 -
fourchette; 7- couplage;9 - tableau; 11 - plateau rotatif ;12 - craquelins;13 - un traîneau ;
14- ver;15 - des vis;16- console;17 - arbre
Avances transversales depuis l'arbreXIVà travers les engrenages g = 48/52, 38/54transmis à la vis mèreXVIII. Un mouvement accéléré de la table est réaliséprovient du moteur électrique M2 au moyen de cylindresvitesses 2=26/67, 36/60, 60/30 via électro-aimant alluméd'abord moi et l'embrayage à roue libre Mo, puis à travers la vitesse accéléréechi travaillant des manches. L'inversion des mouvements d'avance transversaux et verticaux se produit lorsque les accouplements Mf1 et Mf2 sont activésrapports 2=32 et 50. Dans ce cas, la rotation depuis l'arbreXIVtransmis à la vis mère"XVIIIengrenages cylindriquesg = 32/39) 39/50 (voir section.A-A), M. vis mèreVI- les engrenages2 = 32/39, 39/35, 52/48, 25/50, 24/36.
Traîneau13 la fraiseuse à console (Fig. 5) se déplacedisponible sur la console16 dans le sens transversal. Sur les patins smonPlateau rotatif fatigué11, et dessus (dans les directions longitudinalesyushchih) - table9, entraîné par vis mère2, arbre vertical rotatif17 utiliser des engrenages coniquesroues10, 5, 8. Le tableau est inversé en déplaçantavec une fourchette6 embrayage 7 à droite et à gauche, et pour arrêter le mouvementla table a besoin d'une fourchette6 réglé en position médiane. Au bordDans ces positions, l'accouplement est relié à des engrenages coniquesroues5 Et8. La vis mère a un mécanisme de sélectionki écart entre les filetages des vis2 et des noix3 Et4, dont un(3) peut se déplacer axialement lors de la rotationver14 (voir sectionB-B). L'alimentation manuelle de la table est effectuée lorsquerotation du volant1.
Plateau rotatif11 (si nécessaire) peut être vérifiépois chiches sur un arbre vertical17 par rapport au patin13 de ±45°.Poêle11 centré sur la rainure en T de la glissière13 Avec de l'aidesoupe aux choux de deux crackers12, qui servent en même temps à consoliderla dalle sur la glissière lors de son levage.

Questions de contrôle
Parlez-nous des caractéristiques de conception des fraiseuses cantileverdes machines-outils
Quelle est la différence entre les fraiseuses verticales et les fraiseuses horizontales ?fraisage ?
Montrer sur le schéma cinématique d'une fraiseuse universelle en porte-à-faux les chaînes cinématiques de la fréquence de rotation minimalemouvement de la broche, mouvement longitudinal de la table avec minimum et maximumfaible vitesse.
Parlez-nous du fonctionnement de la table et du coulisseau d'une fraiseuse cantilever.
Quelles opérations sont effectuées sur les fraiseuses ?
6. Dites-nous comment décrypter le modèle de fraiseuse