Бережливое производство система всеобщего обслуживания оборудования. Всеобщее производительное обслуживание - TPM
Читайте также
Концепция TPM разработана в Японии в конце 60- начале 70-х годов в фирме «Ниппон Дэнсо», поставщике электрооборудования для корпорации Тойота. Известное утверждение основателя Тойота «Силы приходят не благодаря излечению процессов, а благодаря предупредительному техническому обслуживанию оборудования».
TPM означает в свободном переводе „всеобщее эффективное техническое обслуживание“. При этом «всеобщее» относится ко всей системе эффективного ухода за оборудованием в течение всего срока службы. А также относится к включению в процесс каждого сотрудника через привлечение отдельных операторов к техническому обслуживанию. Более того, при применении TPM требуются определенные обязательства со стороны руководства предприятия
Задачи, которые решает ТРМ:
- поломки
- установка и наладка
- холостой ход и малые остановки
- потери скорости
- брак и переделка
- пусковые потери
В системе Всеобщего ухода за оборудованием речь идет не о проблеме неисправности оборудования, а понимании обслуживания средств производства как интеграции процессов эксплуатации и технического ухода. А также раннем участии ремонтного персонала в разработке графиков обслуживания и точном учете состояния оборудования. TPM играет важную роль в управлении производством в системе «точно вовремя». Наличие помех ведут к потери времени, которые увеличиваются по всей цепочке создания добавленной стоимости.
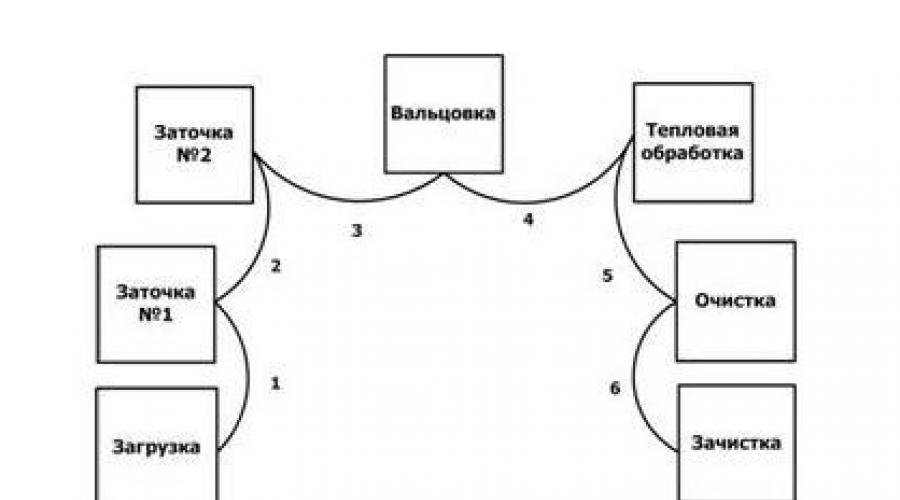
Обоснование для включения Всеобщего ухода за оборудованием в философию бережливого производства (Lean manufacturing, TPS) представлено на схеме.
Восемь принципов ТРМ:
- Непрерывное улучшение
- Автономное содержание в исправности
- Планирование технического обслуживания
- Тренировка и образование: улучшение квалификации сотрудников по эксплуатации и технического ухода за оборудованием.
- Контроль запуска
- Менеджмент качества
- TPM в административных областях: потери и расточительство устраняются в непрямых производственных подразделениях.
- Безопасность труда, окружающая среда и здравоохранение
Автономное содержание в исправности – важнейший принцип TPM. Ее цель минимизировать потери эффективности, которые возникают из-за отказов устройств, коротких остановок, брака и т. д. Для этого все большая часть необходимой деятельности по техническому обслуживанию (чистка, смазка, технический осмотр устройств) упрощается, стандартизируется и постепенно передается на места в обязанности сотрудников. Вследствие этого, сотрудники отдела главного механика освобождаются от текущей рутинной деятельности, так что они получают большее время для разработки и проведения мер по улучшению.
Концепция Total Productive Maintenance - основа успеха производственных компаний.
Всеобщий уход за оборудованием выжимает из станков максимум производительности при нормальном режиме эксплуатации и сохранении работоспособности на длительный срок. Идеально работающее оборудование, которое чинится еще до того, как сломалось, экономит время, снижает себестоимость и мотивирует рабочих.
Олег Левяков
ЛИН (от англ. Lean – стройный, постный) производство или логистика «бережливого» производства вызвало колоссальный рост производительности труда и объемов продукции и остается основной системой производства во многих отраслях экономики мира.
Бережливое производство - это американское название Производственной системы Toyota . Создатель бережливого производства Тайити Оно начал первые опыты оптимизации производства еще в 1950-х годах. В те послевоенные времена Япония лежала в руинах и стране нужны были новые автомобили. Но проблема была в том, что спрос был не настолько велик, чтобы оправдать закупку мощной производственной линии, на манер Ford. Нужно было много разных видов автомобилей (легковые, мало- и среднетоннажные грузовики и пр.), но спрос на конкретный вид машины был невелик. Японцам пришлось учиться эффективно работать, создавая множество разных моделей в условиях невысокого спроса на каждую модель. Такую задачу до них не решал никто, так как эффективность понималась исключительно в терминах массового производства.
Бережливое производство предполагает вовлечение в процесс оптимизации бизнеса каждого сотрудника и максимальную ориентацию на потребителя.
Отправная точка бережливого производства - ценность для потребителя. С точки зрения конечного потребителя, продукт (услуга) приобретает действительную ценность только в то время, когда происходит непосредственная обработка, изготовление этих элементов. Cердцем бережливого производства является процесс устранения потерь, которые по-японски называются словом «му́да». Му́да - это одно из японских слов, которое означает потери, отходы, то есть любую деятельность, которая потребляет ресурсы, но не создает ценности. Например, потребителю совершенно не нужно чтобы готовый продукт или его детали лежали на складе. Тем не менее, в традиционной системе управления складские издержки, а также все расходы, связанные с переделками, браком, и другие косвенные издержки перекладываются на потребителя.
В соответствии с концепцией бережливого производства всю деятельность предприятия можно классифицировать так: операции и процессы, добавляющие ценность для потребителя, и операции и процессы, не добавляющие ценности для потребителя. Следовательно, всё, что не добавляет ценности для потребителя, с точки зрения бережливого производства, классифицируется как потери, и должно быть устранено.
Основными целями бережливого производства являются:
- сокращение затрат, в том числе трудовых;
- сокращение сроков создания продукции;
- сокращение производственных и складских площадей;
- гарантия поставки продукции заказчику;
- максимальное качество при определённой стоимости либо минимальная стоимость при определённом качестве.
Как уже было сказано выше история ЛИН системы началась с компании Toyota. Сакиши Тойода, один из основателей компании Toyota, считал, что производственному совершенствованию нет предела и независимо от состояния компании на рынке и её конкурентоспособности необходимо постоянное движение вперёд, улучшение всех производственных процессов. Результатом такой философии стала проводимая на предприятиях Toyota стратегия kaizen – «непрерывные усовершенствования». Сакиши Тойода поддерживал большие инвестиции в исследовательские работы по созданию новых автомобилей.
Кииширо Тойода, сын Сакиши, понимал, что ему придётся предпринять что-то необычное для того, чтобы успешно соперничать с американскими автогигантами (такими, например, как Ford). Для начала он ввёл на своих предприятиях понятие «точно вовремя» (Togo and Wartman), который означал, что любая деталь автомобиля должна была создаваться не раньше, чем в ней возникнет необходимость. Поэтому у японцев, в отличие от американцев, не было огромных складов с запасными деталями, при этом японцы экономили больше времени и ресурсов. Методы «kaizen» и «Togo and Wartman» стали основой производственной философии семейства Тойода.
Следующий в династии Эйджи Тойода начал свою деятельность с того, что разработал пятилетний план усовершенствования методов производства. Для этого в компанию Toyota в качестве консультанта был приглашён Таичи Оно, который ввёл карточки «kanban» – «отслеживание движений запасов». Таичи Оно научил рабочих подробно разбираться в методах «kaizen» и «Togo and Wartman», модернизировал оборудование и наладил правильное чередование выполняемых операций. Если возникала какая-то проблема со сборкой изделий на конвейере, то конвейер моментально останавливался, чтобы быстро найти и устранить любые неполадки. Компания Toyota реализовывала свою промышленную философию качества на протяжении двадцати лет, в том числе и у своих поставщиков.
Соиширо Тойода стал президентом, а затем председателем совета директоров Toyota Motor Corporation в 1982 году. Под его руководством Toyota стала международной корпорацией. Соиширо начал свою работу по усовершенствованию качества в компании с изучения работ американского эксперта по качеству Э. Деминга. Управление качеством на предприятиях Toyota стало более чётким, оно внедрялось во всех подразделениях компании.
Так, на протяжении нескольких поколений руководителей компании Toyota была разработана уникальная система качества, которая и легла в основу системы ЛИН.
Наиболее популярными инструментами и методами Бережливого производства являются:
- Картирование потока создания ценности (Value Stream Mapping).
- Вытягивающее поточное производство.
- Канбан.
- Кайдзен - непрерывное совершенствование.
- Система 5С - технология создания эффективного рабочего места.
- Система SMED - Быстрая переналадка оборудования.
- Система TPM (Total Productive Maintenance) - Всеобщий уход за оборудованием.
- Система JIT (Just-In-Time - точно вовремя).
- Визуализация.
- U-образные ячейки.
Картирование потока создания ценности - это достаточно простая и наглядная графическая схема, изображающая материальные и информационные потоки, необходимые для предоставления продукта или услуги конечному потребителю. Карта потока создания ценности дает возможность сразу увидеть узкие места потока и на основе его анализа выявить все непроизводительные затраты и процессы, разработать план улучшений. Картирование потока создания ценности включает следующие этапы:
- Документирование карты текущего состояния.
- Анализ потока производства.
- Создание карты будущего состояния.
- Разработка плана по улучшению.
Вытягивающее производство (англ. pull production) - схема организации производства, при которой объёмы продукции на каждом производственном этапе определяются исключительно потребностями последующих этапов (в конечном итоге - потребностями заказчика).
Идеалом является «поток в одно изделие» (“single piece flow”), т.е. поставщик (или внутренний поставщик), находящийся выше по потоку, ничего не производит до тех пор, пока потребитель (или внутренний потребитель), находящийся ниже, ему об этом не сообщит. Таким образом, каждая последующая операция «вытягивает» продукцию с предыдущей.
Подобный способ организации работы тесно связан также с балансировкой линий и синхронизацией потоков.
Система Канбан – это система, обеспечивающая организацию непрерывного материального потока при отсутствии запасов: производственные запасы подаются небольшими партиями, непосредственно в нужные точки производственного процесса, минуя склад, а готовая продукция сразу отгружается покупателям. Порядок управления производством продукции - обратный: от i-той стадии на (i - 1)-ой.
Сущность системы CANBAN состоит в том, что все производственные подразделения предприятия снабжаются материальными ресурсами только в том количестве и к такому сроку, которые необходимы для выполнения заказа. Заказ на готовую продукцию подается на последнюю стадию производственного процесса, где производится расчет требуемого объема незавершенного производства, которое должно поступить с предпоследней стадии. Аналогично, с предпоследней стадии идет запрос на предыдущий этап производства на определенное количество полуфабрикатов. То есть размеры производства на данном участке определяются потребностями следующего производственного участка.
Таким образом, между каждыми двумя соседними стадиями производственного процесса существует двойная связь:
- с i-той стадии на (i - 1)-ую запрашивается ("вытягиваются") требуемое количество незавершенного производства;
- с (i - 1)-ой стадии на i-тую отправляются материальные ресурсы в требуемом количестве.
Средством передачи информации в системе CANBAN являются специальные карточки ("canban", в переводе с японского языка, - карточка). Применяют два вида карточек:
- карточки производственного заказа, в которых указывается количество деталей, которое должно быть изготовлено на предшествующей стадии производства. Карточки производственного заказа отправляются с i-той стадии производства на (i - 1)-ый этап и являются основанием для формирования производственной програм-мы (i - 1)-ого участка;
- карточки отбора, в которых указывается количество материальных ресурсов (компонентов, деталей, полуфабрикатов), которое должно быть взято на предшествующем участке обработки (сборки). Карточки отбора показывают количество материальных ресурсов, фактически полученных i-тым производственным участком от (i - 1)-ого.
Таким карточки могут циркулировать не только внутри предприятия, использующего систему CANBAN, но и между ним и его филиалами, а также между сотрудничающими корпорациями.
Предприятия, использующие систему CANBAN получают производственные ресурсы ежедневно или даже несколько раз в течение дня, таким образом запасы предприятия могут полностью обновляться 100-300 раз в год или даже чаще, тогда как на предприятии, использующем системы MRP или MAP - только 10-20 раз в год. Например, в корпорации Toyota Motors на один из производственных участков в 1976 году ресурсы поставлялись трижды в день, а в 1983 году - уже каждые несколько минут.
Стремление к снижению запасов становится, кроме того, методом выявления и решения производственных проблем. Накопление запасов и завышенные объемы производства позволяют скрывать частые поломки и остановки оборудования, производственный брак. Поскольку в условиях минимизации запасов производство может быть остановлено из-за брака на предыдущей стадии технологического процесса, то основными требованием системы CANBAN, кроме требования "ноль запасов", становится требование "ноль дефектов". Систему CANBAN практически невозможно реализовать без одновременного внедрения комплексной системы управления качеством.
Важными элементами системы CANBAN являются:
- информационная система, включающая не только карточки, но и производственные, транспортные и снабженческие графики, технологические карты;
- система регулирования потребности и профессиональной ротации кадров;
- система всеобщего (TQM) и выборочного ("Дзидока") контроля качества продукции;
- система выравнивания производства.
Основные преимущества системы CANBAN:
- короткий производственный цикл, высокая оборачиваемость активов, в том числе запасов;
- отсутствуют или чрезвычайно низки издержки хранения производственных и товарных запасов;
- высокое качество продукции на всех стадиях производственного процесса.
Анализ мирового опыта применения системы CANBAN показал, что данная система дает возможность уменьшить производственные запасы на 50%, товарные запасы - на 8% при значительном ускорении оборачиваемости оборотных средств и повышении качества готовой продукции.
Основные недостатки системы "точно в срок":
- сложность обеспечения высокой согласованности между стадиями производства продукции;
- значительный риск срыва производства и реализации продукции.
Кайдзен - это производное от двух иероглифов - «изменения» и «хорошо» - обычно переводится как «изменения к лучшему» или «непрерывное улучшение».
В прикладном смысле Кайдзен - это философия и управленческие механизмы, стимулирующие сотрудников предлагать улучшения и реализовывать их в оперативном режиме.
Выделяют пять основных компонентов Кайдзен:
- Взаимодействие;
- Личная дисциплина;
- Улучшенное моральное состояние;
- Круги качества;
- Предложения по усовершенствованию;
Система 5С - технология создания эффективного рабочего места
Под этим обозначением известна система наведения порядка, чистоты и укрепления дисциплины. Система 5С включает пять взаимосвязанных принципов организации рабочего места. Японское название каждого из этих принципов начинается с буквы «С». В переводе на русский язык - сортировка, рациональное расположение, уборка, стандартизация, совершенствование.
- СОРТИРОВКА: отделить нужные предметы - инструменты, детали, материалы, документы - от ненужных, чтобы убрать последние.
- РАЦИОНАЛЬНОЕ РАСПОЛОЖЕНИЕ: рационально расположить то, что осталось, поместить каждый предмет на свое место.
- УБОРКА: поддерживать чистоту и порядок.
- СТАНДАРТИЗАЦИЯ: соблюдать аккуратность за счет регулярного выполнения первых трех S.
- СОВЕРШЕНСТВОВАНИЕ: превращение в привычку установленных процедур и их совершенствование.
Быстрая переналадка (SMED - Single Minute Exchange of Die) дословно переводится как «Смена штампа за 1 минуту». Концепция была разработана японским автором Сигео Синго и произвела революцию в подходах к переналадке и переоснастке. В результате внедрения системы SMED смена любого инструмента и переналадка могут быть произведены всего за несколько минут или даже секунд, «в одно касание» (концепция «OTED»- «One Touch Exchange of Dies»).
В результате многочисленных статистических исследований было установлено, что время на осуществление различных операций в процессе переналадки распределяется следующим образом:
- подготовка материалов, штампов, приспособлений и т.п. - 30%;
- закрепление и снятие штампов и инструментов - 5%;
- центрирование и размещение инструмента - 15%;
- пробная обработка и регулировка - 50%.
В результате были сформулированы следующие принципы, позволяющие сокращать время переналадки в десятки и даже сотни раз:
- разделение внутренних и внешних операций наладки,
- преобразование внутренних действий во внешние,
- применение функциональных зажимов или полное устранение крепежа,
- использование дополнительных приспособлений.
Система TPM (Total Productive Maintenance) - Всеобщий уход за оборудованием в основном служит улучшению качества оборудования, ориентирован на максимально эффективное использование благодаря всеобщей системе профилактического обслуживания. Акцент в данной системе делается на предупреждение и раннее выявление дефектов оборудования, которые могут привести к более серьезным проблемам.
В ТРМ участвуют операторы и ремонтники, которые вместе обеспечивают повышение надежности оборудования. Основа ТРМ - составление графика профилактического техобслуживания, смазки, очистки и общей проверки. Благодаря этому обеспечивается повышение такого показателя, как Полная Эффективность Оборудования.
Система JIT (Just-In-Time - точно вовремя) - система управления материалами в производстве , при которой компоненты с предыдущей операции (или от внешнего поставщика) доставляются именно в тот момент, когда они требуются, но не раньше. Данная система ведет к резкому сокращению объема незавершенного производства, материалов и готовой продукции на складах.
Система «точно вовремя» предполагает специфический подход к выбору и оцениванию поставщиков, основанный на работе с узким кругом поставщиков, отбираемых по их способности гарантировать поставку "точно вовремя" комплектующих изделий высокого качества. При этом количество поставщиков сокращается в два и более раз, а с оставшимися поставщиками устанавливаются длительные хозяйственные связи.
Визуализация - это любое средство, информирующее о том, как должна выполняться работа. Это такое размещение инструментов, деталей, тары и других индикаторов состояния производства, при котором каждый с первого взгляда может понять состояние системы - норма или отклонение.
Наиболее часто используемые методы визуализации:
- Оконтуривание.
- Цветовая маркировка.
- Метод дорожных знаков.
- Маркировка краской.
- «Было»-«стало».
- Графические рабочие инструкции.
U-образные ячейки - Расположение оборудования в форме латинской буквы «U». В U-образной ячейке станки расставлены подковообразно, согласно последовательности операций. При таком расположении оборудования последняя стадия обработки проходит в непосредственной близости от начальной стадии, поэтому оператору не нужно далеко ходить, чтобы начать выполнение следующего производственного цикла.

В период высочайшей конкуренции и обостряющегося кризиса, у предприятий всего мира нет другого пути, чем, используя лучшие мировые технологии менеджмента, создавать продукты и услуги, максимально удовлетворяющие клиентов по качеству и цене.
Потери в любом производственном процессе – неизбежная проблема для многих предприятий, как производящих продукцию, так и оказывающих услуги. Потери – это состояние, которое, мягко говоря, не добавляет ценности продукту или услуге. Для того чтобы обнаруживать потери, сначала необходимо их распознавать. Можно выделить восемь видов потерь, из-за которых теряются до 85% ресурсов предприятия:
- Потеря творческого потенциала. Когда к сотруднику относятся как к винтику в механизме, который можно в любой момент выкинуть или заменить другим, когда отношения сводятся к схеме «работайте руками и строго выполняйте указания начальника», интерес сотрудников к работе неуклонно падает. Эксперты считают, что такой порядок вещей устарел, он тянет компанию назад, что не замедлит сказаться на прибыли компании. В той же Японии в различных компаниях появляются «кружки качества», на которых любой имеет право высказать свои предложения по улучшению качества процессов. Аналитики считают, что в XXI веке успех будет у тех компаний, которые смогут создать у своего персонала ощущение вовлеченности в совершенствование производства.
- Излишнее производство, выражающееся в том, что выпускается больше товара, чем требуется, либо раньше, чем требует заказчик. В результате те ресурсы, которые можно было потратить на улучшение качества, тратятся на увеличение количества.
- Задержки. Когда рабочие простаивают в ожидании материалов, инструментов, оборудования, информации, это всегда следствие плохого планирования или недостаточно налаженных связей с поставщиками, непредвиденных колебаний спроса.
- Ненужная транспортировка, когда материалы или продукция перемещаются чаще, чем это нужно для непрерывного технологического процесса. Важно доставлять всё необходимое своевременно и в нужное место, а для этого на предприятии должны быть реализованы хорошие схемы логистики.
- Чрезмерные запасы, или хранение на складах большего числа продукции, чем продаётся, и большего числа материалов, чем необходимо для технологического процесса.
- Излишняя обработка. Продукция должна выходить из производства настолько качественной, чтобы по возможности исключать её переделки и доработки, а контроль за качеством должен быть быстрым и эффективным.
- Дефекты, которых нужно избегать всеми силами, потому что на улаживание претензий заказчиков уходят дополнительные средства: если необходимо исправить дефектное изделие, расходуются лишние время, силы и деньги.
- Не налаженные передвижения, или неважно поставленный процесс доставки инструментов, материалов внутри самого предприятия, лишние передвижения сотрудников по помещениям.
По данным исследования Института комплексных стратегических исследований (ИКСИ) о распространении бережливого производства в России в марте-апреле 2006 года из 735 опрошенных российских промышленных предприятий 32 % использовали японский опыт. В марте-апреле 2008 года был проведён повторный опрос. Применение Lean Manufacturing на промышленных предприятиях России в 2006-2008 гг.» на III Российском Лин-форуме «Бережливая Россия». Предприятия, которые первыми начали применять методы бережливого производства: Горьковский автомобильный завод (Группа «ГАЗ»), РУСАЛ, ЕвразХолдинг, Еврохим, ВСМПО-АВИСМА, ОАО «КУМЗ», Челябинский кузнечно-прессовый завод (ОАО «ЧКПЗ»), ОАО «Соллерс» («УАЗ», «ЗМЗ»), КАМАЗ, НефАЗ, Сбербанк России ОАО и др.
TPM (Всеобщий уход за оборудованием) (англ. Total Productive Maintenance, TPM) — концепция менеджмента производственного оборудования, нацеленная на повышение эффективности технического обслуживания. Метод Всеобщего ухода за оборудованием построен на основе стабилизации и непрерывному улучшению процессов технического обслуживания, системы планово-предупредительного ремонта, работы по принципу «ноль дефектов» и систематического устранения всех источников потерь.
TPM означает в свободном переводе „всеобщее эффективное техническое обслуживание“. При этом "всеобщее" относится не только к производительному и экономичному техническому обслуживанию, но и ко всей полной системе эффективного ухода за оборудованием в течение его срока службы, а также к включению в процесс каждого отдельного сотрудника и различных отделов через привлечение отдельных операторов к техническому обслуживанию. Более того, при применении TPM требуется определенные обязательства со стороны руководства предприятия.
В системе Всеобщего ухода за оборудованием речь идет не об исключительной проблеме содержания в исправности оборудования, а о широком понимании обслуживания средств производства как интеграции процессов эксплуатации и технического ухода, раннем участии ремонтного персонала в разработке графиков обслуживания оборудования и точном учете состояния оборудования для целенаправленного содержания его в исправности. TPM играет важную роль, в частности, в управлении производством в системе «точно вовремя», так как наличие обусловленных содержанием в исправности помех ведут к потерям времени, которые увеличиваются по всей цепочке создания добавленной стоимости.
Обоснование для включения Всеобщего ухода за оборудованием в философию бережливого производства (Lean manufacturing, TPS) представлено на схеме 1.
Схема 1. Включение TPM в решение проблем предотвращения потерь.
Целью внедрения TPM является устранение хронических потерь:
- Выход из строя оборудования
- Высокое время переналадки и юстировки
- Холостой ход и мелкие неисправности
- Снижение быстродействия (скорости) в работе оборудования
- Дефектные детали
- Потери при вводе в действие оборудования.
Восемь принципов TPM
- Непрерывное улучшение: нацеленное на практику предотвращение 7 видов потерь.
- Автономное содержание в исправности: оператор обрудования должен самостоятельно проводить осмотр, работы по чистке, смазочные работы, а также незначительные работыпо технического обслуживанию.
- Планирование технического обслуживания: обеспечение 100%-й готовности оборудования, а также проведение мероприятий кайдзен в области технического обслуживания.
- Тренировка и образование: сотрудники должны быть обучены в соответствии с требованиями по улучшению квалификации для эксплуатации и технического ухода за обрудованием.
- Контроль запуска: реализовать вертикальную кривую запуска новой продукции и обрудования.
- Менеджмент качества: реализация цели "нулевые дефекты в качестве" в изделиях и обрудовании.
- TPM в административных областях: потери и расточительство устраняются в непрямых производственных подразделениях.
- Безопасность труда, окружающая среда и здравоохранение: требование преобразование аварий на предприятии в нуль.
Автономное содержание в исправности - важнейший принцип TPM. Ее цель минимизировать потери эффективности, которые возникают из-за отказов устройств, коротких остановок, брака и т. д. Для этого все большая часть необходимой деятельности по техническому обслуживанию (чистка, смазка, технический осмотр устройств) упрощается, стандартизируется и постепенно передается на места в обязанности сотрудников. Вследствие этого сотрудники отдела главного механика освобождаются, с одной стороны, от текущей рутинной деятельности, так что они получают большее время для разработки и проведения мер по улучшению. С другой стороны, теперь оборудование (устройства) могут обеспечиваться необходимым техническим обслуживанием, которая ранее не могла предоставляться в распоряжение вообще либо своевременно из-за отсутствия надлежащих ресурсов.
Концепция TPM разработана в Японии в конце 60- начале 70-х годов в фирме "Ниппон Дэнсо", поставщике электрооборудования для корпорации Тойота, во взаимосвязи с формирование Производственной системы Тойота (TPS). В начале 90-х годов прошлого столетия TPM в разных вариантах внедрялась на предприятиях всего мира. Известно утверждение основателя TPS Тайити Оно: «Силы Тойота приходят не благодаря излечению процессов, а благодаря предупредительному техническому обслуживанию оборудования». Опыт российский и мировых компаний по внедрению и использованию системы TPM вы можете найти в Альманахе "Управление производством" .
Внедрение метода Всеобщего ухода за оборудованием в TPS описывается последовательностью, представленной на схеме 2.
Схема 2. Системный образ действий при внедрении ТРМ в Производственной системы Тойота.

Как эффективный инструмент бережливого производства метод Всеобщего ухода за оборудованием в последнее время активно внедряется в России на многих предприятиях - Ярославском шинном заводе (холдинг «СИБУР-Русские шины»), Чепецком механическом заводе, Челябинском заводе по производству пластиковых окон (ООО «Эталон»), кондитерской фабрике ОАО «Большевик» в Москве и др.
TPM (Всеобщее обслуживание оборудования) (англ. Total Productive Maintenance, TPM) - концепция, нацеленная на улучшение производительности оборудования посредством техник обслуживания, направленных на предотвращение сбоев в его работе. Метод Всеобщего обслуживания оборудования построен на основе стабилизации и непрерывному улучшению процессов технического обслуживания, системы планово-предупредительного ремонта, работы по принципу «ноль дефектов» и систематического устранения всех источников потерь. Для устранения простоев и дефектов TPM требуется участие всех уровней управления. Основной акцент должен быть сделан на работу по предотвращению проблем, осуществляемых производственным и ремонтным персоналом. TPM - это система требующая постоянной поддержки персонала и непосредственного участия руководства .
Целью TPM является минимизация потерь эффективности производственной системы и создание системы управления, которая будет постоянно стремиться к улучшению.
Целью внедрения TPM является устранение хронических потерь:
· выход из строя оборудования;
· высокое время переналадки;
· холостой ход и мелкие неисправности;
· снижение скорости в работе оборудования;
· дефектные детали;
· потери при вводе в действие оборудования.
Система TPM основывается на 8 принципах, которые представлены на рисунке 1.
1) непрерывное улучшение: нацелено на предотвращение 7 видов потерь;
2) автономное обслуживание: оператор оборудования должен самостоятельно проводить осмотр работы по чистке, а также незначительные работы по техническому обслуживанию;
3) планирование технического обслуживания: обеспечение полной готовности оборудования, а также проведение мероприятий в области технического обслуживания;
4) обучение персонала: сотрудники должны быть обучены в соответствии с требованиями по улучшению квалификации для эксплуатации и технического ухода за оборудованием;
5) TPM для новых процессов: реализация запуска новых процессов;
6) менеджмент качества: реализация цели «нулевых дефектов в качестве» в изделиях и оборудовании;
7) TPM в административных областях: потери устраняются в непрямых производственных подразделениях;
8) безопасность труда: преобразование аварий на предприятии в «ноль дефектов» .
Рисунок 1 - принципы TPM
На рисунке 1 представлены принципы TPM на которых базируется вся система. Каждый принцип вносит свой вклад в формировании системы в целом, поэтому по отдельности они не могут существовать, только в комплексе.
Несмотря на всю прелесть данной системы, существует немало трудностей при внедрении. Особенно трудно даются первые шаги на пути внедрения концепции. Рассмотрим основные проблемы при внедрении TPM.
Отсутствие менеджеров TPM. К сожалению, многие компании, пожелавшие перейти к концепции бережливого производства, в процессе могут осознать, что у сотрудников из числа руководителей не будет достаточного опыта. Поэтому изначально высшее руководство должно привлечь определенных специалистов, имеющих достаточный опыт внедрения системы. Это может быть как один человек, так и целые команды. Задачами для них будет являться разработка планов, проведения тренингов для местных руководителей и непосредственно для рядовых сотрудников, ну и координация процессом в целом. Существуют целые фирмы, которые предоставляют услуги по данному направлению.
Следующей проблемой при внедрении TPM являются временные показатели. К сожалению, такие изменения в работе производства не проходят моментально, и этот процесс может сильно затянуться. Это очень влияет на реакцию, как рядовых сотрудников, так и высшего руководства, ведь все ждут определенных результатов. В данном случае необходимо постоянно фиксировать и показывать результаты, сравнивая то, что было и то, что стало. Тогда люди будут видеть то, что процесс движется и действительно дает результаты.
Следующим негативным, на первый взгляд, моментом является вложение дополнительных материальных затрат. Однако грамотный руководитель, решивший внести изменения в свою компанию, всегда должен быть готов к дополнительным вложениям. Эти вложения со временем будут возвращаться в виде повышения эффективности работы производства, плюс снижение материальных затрат на ремонт и приобретение запасных частей. Нельзя допускать, что бы имеющихся материальных резервов хватило лишь на часть проекта, тогда эти средства могут быть использованы напрасно.
Однако наиболее важной проблемой является сложность в изменении отношения работников к своей работе, своему производству, оборудованию. Здесь подразумевается отношения сотрудников предприятия, которые работают довольно много лет в компании, они привыкают к существующей системе работы, обслуживания, управления. И вполне естественно, что такие люди будут негативно воспринимать любые изменения. И чем старше контингент сотрудников на производстве, тем сложнее внести в их сознание какие-либо изменения .
Все вышеперечисленные проблемы приведены в таблице 1. А также, на основании опроса руководителей среднего звена как технического, так и производственного персонала, дана оценка каждой проблеме по десятибалльной шкале, где мы можем видеть, какие из проблем требуют наибольшего внимания.
Таблица 1 - Наиболее распространённые проблемы при внедрении TPM
| Обозначение проблемы | Критичность | Причина возникновения | Способы устранения |
| Отсутствие квалифицированных топ-менеджеров | 9 | Отсутствие обмена опытом/развития руководителей | Привлечение специалистов со стороны. Повышение квалификации действующего управленческого состава |
| Долгосрочность | 7 | Неграмотное планирование/отсутствие контроля за исполнением | Тщательное планирование. Видимость промежуточных результатов |
| Дополнительные материальные затраты | 8 | Отсутствие материальных резервов | Поиски доп. резервов |
| Отношение персонала | 10 | Отсутствие развития персонала/видимости результата | Постоянный диалог с рабочим персоналом. Требовательность/контроль. Видимость промежуточных результатов |
В данной статье были рассмотрены принципы TPM. Так же были рассмотрены основные проблемы при внедрении новой концепции. И после анализа этих проблем предложены некоторые варианты их решения, такие как: привлечение ТОП-менеджеров со стороны, поиск дополнительных материальных ресурсов, а также методики изменения корпоративной культуры и отношения исполнителей к работе.
Список использованной литературы:
- Горизонтальные системы управления: потенциал моделирования бизнес-процессов / А. А. Долгая. - Калининград: Изд-во ФГБОУ ВПО «КГТУ», 2013. - 208 с.
- Чейз, Р. Производственный и операционный менеджмент / Р. Чейз. - 8-е изд-е: пер. с англ. - Москва: Издательский дом «Вильяме», 2004. - 704 с.