Способы ответвления жил проводов и кабелей. Способы соединения проводов
Читайте также
К атегория: Электричество на даче
Оконцевание и соединение проводов и кабелей
От качественного соединения жил проводов и кабелей во многом зависит надежность работы электроустановки. Наиболее сложно соединение алюминиевых жил проводов и кабелей. Дело в том, что алюминий, являясь хорошим проводником, обладает рядом неблагоприятных свойств, с которыми необходимо считаться при выполнении контактных соединений. К ним относятся: быстрое образование на воздухе пленки окиси, температура плавления которой составляет около 200 °С (температура плавления самого алюминия примерно 650°С); ползучесть под давлением; отрицательный потенциал по отношению к меди и стали; высокая теплоемкость.
Пленка окиси алюминия имеет большое электрическое сопротивление и, следовательно, ухудшает электрический контакт. Ползучесть под давлением приводит к тому, что алюминий частично вытекает из-под соединения, ослабляя электрический контакт. Отрицательный потенциал по отношению к меди, стали, цинку приводит к созданию гальванической пары при соединении алюминия с этими металлами, в которой алюминий постепенно разрушается. При некачественном соединении жил проводов может возникнуть перегрев изоляции или пережог самих жил при сварке и паянии.
Но несмотря на перечисленные неблагоприятные свойства алюминия, в настоящее время применяют простые и достаточно надежные способы соединения алюминиевых жил.
Опрессовка с применением гильз ГАО относится к лучшим способам, которые следует применять для соединения и ответвления алюминиевых однопроволочных проводов сечением 2,5-10 мм2.
Если суммарное сечение жил меньше внутреннего диаметра гильзы, то в гильзу вводят дополнительную жилу. С концов проводов снимают изоляцию, зачищают оголенные участки жил под слоем технического вазелина или кварцевазелиновой пасты, протирают зачищенные жилы и смазывают чистой кварцевазелиновой пастой. Далее зачищают внутреннюю поверхность гильзы до металлического блеска ершиком, смазанным техническим вазелином, протирают гильзу снаружи и внутри тканью, смоченной бензином. После протирки внутреннюю поверхность гильзы немедленно смазывают кварцевазелиновой пастой. Эти операции производятся в том случае, если кварцевазелиновая паста не была нанесена в заводских условиях. Затем устанавливают в гильзу подготовленные жилы и проверяют ее заполнение. Пустоты заполняют отрезками смазанных кварцевазелиновой пастой жил. Опрессовывают одностороннюю гильзу одним вдавливанием, а двухстороннюю - двумя с помощью пресс-клещей ПК.-3, ПК-2м или ПК-1м.
Соединение алюминиевых жил суммарным сечением до 10 мм2 в клещах с двумя угольными электродами - способ рекомендуемый. Для выполнения соединения пассатижами скручивают подготовленные концы жил, не допуская перекручивания жил, находящихся в изоляции. Смазывают концы жил тонким слоем разведенного флюса ВАМИ, направляют вниз подготовленные концы жил. Замыкают и раскаляют концы угольных электродов. Далее отключают клещи, прижимают раскаленные электроды к концам жил и удерживают их в этом положении до образования шарика на жилах. Остатки флюса и шлака удаляют щеткой из кардоленты, а место соединения промывают бензином и покрывают влагостойким лаком.
Соединение алюминиевых жил суммарным сечением 2,5-10 мм2 двойной скруткой с желобком выполняется в том случге, если отсутствуют условия для применения опрессовки или сварки. Для выполнения пайки подготавливают концы жил - определяют на концах проводов участки для снятия изоляции, снимают изоляцию и зачищают жилы до металлического блеска щеткой из кардоленты. Жилы скручивают так, как показано на рис. 3, а. После скрутки жилы должны быть ровными и прижатыми друг к другу. Пламенем горелки или бензиновой паяльной лампы (рис. 3,6) нагревают скрутку жил до начала плавления припоя. Вводят палочку припоя марки А или марки ЦО-12 в пламя и натирают ею желоб до полного облуживания и заполнения припоем. Далее желоб поворачивают на 180° и выполняют операции по его заполнению припоем.
Рис. 1. Опрессовка однопроволочных алюминиевых жил в гильзах ГАО: а - выбор гильзы; б- снятие изоляции с концов жил; в, г-зачистка и смазка внутренней поверхности гильзы; д - установка жил в гильзу; е - опрессовка
Пайку жил можно выполнить и паяльником. Место соединения покрывают влагостойким лаком и изолируют (рис. 3, в). На выполнение одного соединения однопроволочных жил сечением 2,5-4 мм2 расходуется примерно 1 г припоя, 5,5 г бензина. Продолжительность пайки 25 с.
Соединение и ответвление медных жил сечением до 10 мм2 пропаянной скруткой относятся к лучшим способам. Для соединения жил с концов проводов снимают изоляцию, зачищают жилы до металлического блеска и скручивают пассатижами с плотным прилеганием витков друг к другу. Скрутку покрывают раствором канифоли или паяльного жира и пропаивают с помощью паяльника, паяльной лампы или газовой горелки. Для пайки применяют мягкие оловянно-свинцовые припои марки ГЮС-40 или ПОС-61.

Рис. 2. Соединение алюминиевых жил в клещах с двумя угольными электродами: а - снятие изоляции; б - зачистка и скрутка жил; в - покрытие флюсом; г и д - сварка скрутки; е - обработка мест сварки; 1 - угольный электрод; 2 - скрутка алюминиевых жил; 3 - двухэлектродные клещи; 4 - понижающий трансформатор
Оконцевание медных многопроволочных жил сечением до 2,5 мм2 в кольцевых наконечниках по ГОСТ 9688-82 является одним из лучших способов, который следует применять. Снимают изоляцию на расстоянии 25-30 мм от конца жилы с помощью специального инструмента - монтерского ножа, ослабляют повив проволок жилы и зачищают жилы до металлического блеска. Свивают зачищенные проволоки и скручивают конец жилы в кольцо по ходу часовой стрелки.

Рис. 3. Соединение однопро- волочных алюминиевых жил пайкой двойной скруткой с желобом
В зависимости от сечения токопроводящей жилы и контактного винта выбирают концевой наконечник, на цилиндрическую часть которого надевают жилу.
Наконечник с жилой надевают на стержень пуансона, установленного в пресс-клещах ПК-2м таким образом, чтобы участок жилы между наконечником и изоляцией был размещен в желобке пуансона. Нажатием на рукоятки пресс-клещей до упора торцов матрицы и пуансона осуществляют опрессовку. Разжимают клещи и снимают готовое соединение.
Изгибание конца многопроволочной жилы в кольцо с полудой - другой рекомендуемый способ оконцевания. Конец жилы оформляют в кольцо аналогично указанному выше, покрывают его раствором канифоли в спирте, погружают в припой ГЮС-40 на Г-2 с или припаивают с помощью паяльника.
Соединение алюмомедных жил рекомендуется выполнять с помощью гильз ГАО по технологии, принятой для соединения алюминиевых жил. Сварка алюмомедных жил известными способами не обеспечивает требуемого качества контактных соединений. Удовлетворительное соединение можно получить осадкой опрессовки без применения гильз с помощью модернизированных пресс-клещей КСП. Технологически соединение выполняют следующим образом: скручивают провода в одном из отверстий пресс-клещей, затем осаживают, освобождают соединение и снимают облой. При выполнении одной осадки механическая прочность соединения может быть недостаточна: могут перемещаться отдельные проволоки жилы. В этом случае осадку повторяют 2-3 раза.
Соединение элементов электрической сети.
Соединяя элементы электрической сети, следует помнить, что: – нулевой зануляющий проводник нигде не должен иметь разрывов, хотя бы даже и кратковременных; – однофазный выключатель должен быть установлен в фазном проводе. Это требование не относится к переносным электроприемникам и светильникам, подсоединяемым к сети штепсельным соединением.
При монтаже после прокладки провода фазные и нулевые провода помечают какими-либо условными знаками (например, зачищают изоляцию на конце жилы или загибают жилы на одноименном проводе).
Одноименные провода определяют при помощи вспомогательного провода, к которому подсоединяют батарейку карманного фонаря с лампочкой. Если лампочка горит - значит, она присоединена к разным концам одного и того же провода.
- Оконцевание и соединение проводов и кабелей
Для оконцевания и соединения алюминиевых и медных жил кабелей применяют сварку, опрессовку или пайку.
Сварка состоит в сплавлении материалов жил и присадочного материала. В зависимости от требований и условий монтажа используют газовую, термитную или электрическую сварку.
Газовая пропан-воздушная и пропан-кислородная сварка применяется чаще, чем другие способы газовой сварки. Она основана на выделении тепла при сгорании горючего газа пропан-бутана в смеси с кислородом. С помощью газовой сварки в съемных металлических формах выполняют соединение и оконцевание алюминиевых жил всех сечений. Защита металла от окисления, осуществляемая газовым пламенем, обеспечивает высокое качество соединений. Обнаруженные дефекты сварки при необходимости могут быть легко устранены.
Термитная сварка основана на выделении тепла при сгорании термитных патронов и используется для соединения и оконцевания алюминиевых жил и кабелей. Этот вид сварки высокопроизводителен и не зависит от наличия на месте работ других видов энергии. Недостаток термитной сварки - трудность устранения дефектов.
Электрическая сварка основана на выделении тепла в месте контакта одного угольного электрода с торцом расплавленной жилы или двух угольных электродов между собой (непосредственно или через металлическую форму), а также в месте контакта плавящегося электрода с торцом расплавленной жилы в защитном газе. Этот вид сварки обеспечивает получение стабильного контактного соединения, однако не находит повсеместного применения из-за низкой производительности.
При опрессовке жила вводится в трубчатую часть наконечника (гильзы), в месте соединения специальным инструментом создается давление, при котором металлы приобретают текучесть, происходит сближение проволок жилы и трубчатой части наконечника (гильзы) и образуется монолитное соединение. Создание высокого давления возможно лишь на ограниченной площади контактирующих поверхностей, поэтому контакт, полученный методом опрессовки, приобретает вид местного вдавливания. Общая площадь монолитного контакта при этом значительно меньше площади контактирующих поверхностей. Высокое качество опрессованных соединений обеспечивается правильным подбором наконечников (гильз) и инструмента. Преимуществами опрессовки по сравнению с другими способами являются достаточная производительность и независимость от внешних источников энергии, а также отсутствие тепловых воздействий на изоляцию.
Способ соединения и оконцевания жил пайкой основан на покрытии паяемого металла припоем и последующей его кристаллизации. При пайке припой нагревают до температуры его плавления, очищают поверхности соединения и сплавляют в заранее подготовленную форму.
Способы оконцевания, соединения и ответвления медных и алюминиевых жил кабелей до 1 кВ приведены в табл. 1.
Оконцевание и соединение алюминиевых жил опрессовкой производят стандартными кабельными наконечниками ТА (алюминиевыми), ТАМ (медно-алюминиевыми), штифтовыми ШП (медно-алюминиевыми) и соединительными алюминиевыми гильзами ГА, ГАО и ГМ.
Таблица 1. Способы оконцевания, соединения жил, изолированных проводов и кабелей на напряжение до 1 к В
Способ |
Сечение жил проводов и кабелей, мм 2 |
||
Оконцевание |
|||
Опрессовка с применением наконечников по ГОСТ 7386-80* Многопроволочные жилы в кольцевом нако- нечнике (пистоне) Пайка: |
4-240 1-2,-5 |
Следует: |
применять |
изгибом конца одно- проволочной жилы в кольцо |
Следует применять |
||
Соединение |
|||
Опрессовка с применением гильз по ГОСТ 23469.3-79 |
|||
с применением гильз с применением скрут- ки |
|||
Ответвленые |
|||
Пайка: с применением гильз с применением скруткой от магистрали сжимом |
|||
Магистраль |
Следует применять при ответвлении от неразрывных магистралей |
||
Сечение жил |
|||
проводов и |
|||
кабелей, мма |
|||
Алюминиевые |
|||
Оконцевание |
|||
Оцрессовка трубчатыми |
Следует применять |
||
наконечниками |
|||
Пропан-кислородная |
|||
сварка в стальных фор |
|||
пластинами из твердо |
|||
го сплава АД31Т1 |
Следует применять |
||
наконечниками типа |
|||
сплавлением в моно |
|||
Термитная сварка на |
Следует применять |
||
конечниками типа ЛС |
|||
Электродуговая сварка |
|||
плавящимся электродом |
|||
в защитном газе: |
|||
наконечниками типа А |
Следует применять То же |
Допускается |
|
наконечниками типа Л |
|||
Электродуговая свар |
|||
ка неплавящимся элект |
|||
вольфрамовым в за |
Допускается |
||
щитном газе наконеч |
применять |
||
никами типа А |
|||
угольным - наконеч |
|||
никами типа Л |
|||
Штамповка конца одно- |
|||
проволочной жилы в |
|||
форму наконечника пи |
|||
ротехническим прессом |
|||
Пайка с применением |
Следует применять |
||
наконечников типа П |
|||
Изгиб конца однопро- |
|||
волочной жилы в коль |
|||
Соединение |
|||
Опрессовка: |
|||
с применением гильз по ГОСТ 23469.2-79 |
|||
применять |
|||
Допускается |
|||
с применением гильз |
|||
Сечение жил проводов и кабелей, мма |
|||
Пропан-кислородная |
|||
сварка однопроволоч- |
применять |
||
цых жил суммарным се |
|||
Пропан-кислородная |
|||
|
в стальных формах |
Допускается |
||
жил встык |
Следует npi |
||
сплавлением по тор |
|||
цам в общий монолит |
|||
ный стержень сум |
|||
марным сечением |
|||
"Термитная сварка: |
|||
: жил встык |
Следует применять |
||
" сплавлением по тор |
|||
цам в общий моно- |
применять |
||
литный стержень сум |
|||
марным сечением |
|||
Электросварка с при |
Следует применять |
||
менением аппарата ВКЗ |
|||
рднопроволочных жил |
|||
суммарным сечением |
|||
способом полива |
Следует применять |
||
v непосредственным |
|||
сплавлением припоя |
|||
Двойной скруткой с желобом |
Допускается |
||
Электросварка контакт |
|||
ным разогревом: |
|||
угольным электродом |
|||
в клещах однопрово- |
|||
лочных жил суммар |
|||
ны М" сечением |
|||
сплавлением по тор |
|||
цам в общий монолит |
|||
ный стержень сум |
|||
марным сечением |
|||
Ответвление |
|||
Опрессовка с примене |
Допускается |
||
нием гильз типа Г АО |
применять |
||
Сечение жил проводов и кабелей,мм 2 |
|||
Пропан-кислородная |
|||
Сварка в стальных фор- |
|||
сплавлеиием по тор |
|||
цам в монолитный |
|||
: стержень суммарным |
|||
сечением |
|||
Ответвление в тройни- |
Следует применять |
||
ковой форме |
|||
Термитная сварка оп |
|||
лавлением по торцам в |
применять |
||
общий монолитный |
|||
стержень суммарным |
|||
сечением |
|||
Электросварка с приме |
Следует применять |
||
нением аппарата ВКЗ |
|||
однопроволочных жил |
|||
суммарным сечением |
|||
способом полива рас- |
|||
: плавленного припоя в |
|||
двойной скрутки с же |
Допускается |
||
непосредственным |
|||
сплавлением припоя в |
|||
Ответвления от магист |
Магистраль |
Допускается |
|
рали (сжимом в изоли |
применять |
||
рующем корпусе |
ответвление |
при ответ |
|
влении от |
|||
неразрезан |
|||
ных магист |
|||
В зависимости от сечения жилы выбирают наконечник (гильзу), инструмент и механизм. Маркировка наконечников и гильз соответствует их внутренним диаметрам и совпадает с маркировкой пуансонов и матриц, облегчая их выбор (табл. 2). С участка жилы, равного длине трубчатой части наконечника или половине длины гильзы, снимают изоляцию. Секторную жилу предварительно скругляют, а затем зачищают до металлического блеска.
Наконечник или гильзу надевают на жилу. Жила должна входить в наконечник до упора, а торцы жилы должны располагаться в середине гильзы и упираться друг в друга.
Собранное оконцевание или соединение устанавливают в механизм для опрессовки, предварительно отведя пуансон от матрицы в крайнее положение, а затем выполняют опрессовку: наконечников - двузубым инструментом в один прием или однозубым - в два приема, соединительных гильз - двузубым инструментом в два приема, однозубым - в четыре приема.
Окончание опрессовки определяют по моменту упора шайбы пуансона в торец матрицы. В процессе опресоевки следят за симметричным расположением лунок по оси оконцеваиия или соединения.
После снятия механизма с опрессованного оконцеваиия пли соединения удаляют излишки кварцевазелпиовой пасты, притупляют острые грани, производят обезжиривание и изолировку.
Оконцевание и соединение медных жил сечением 16- 240 мм 2 опрессовкой производят по той же технологии, что и алюминиевых, но со следующими особенностями: кварцевазелиновую пасту не применяют; наконечник на -жиле опрессовывают только одним вдавливанием, а гильзу - двумя. Наконечник и гильзы, механизмы для опрессовки, матрицы и пуансоны выбирают в соответствии с данными табл. 3.
Оконцевание алюминиевых однопроволочных секторных жил сечением 25-240 мм 2 осуществляется методом объемной штамповки с помощью пороховых прессов ППО-95М и ППО-240. Размеры наконечников в зависимости от сечения жилы приведены в табл. 4.
Конец.жил устанавливают на матрицу порохового, пресса, при взрыве порохового заряда пуансон пресса деформирует жилу и образует наконечник с полиостью оформленной контактной поверхностью.
Оконцевание, соединение и ответвление алюминиевых жил сваркой производят наконечниками из алюминиевого сплава сечением 16- -2000 мм 2 .
Наконечники ЛА используют для оконцеваиия жил кабелей с резиновой, пластмассовой и бумажной изоляцией сваркой торца жилы с выступающей цилиндрической частью хвостовика. Наконечники ЛАС со сплошным хвостовиком применяют для оконцевания жил кабелей сваркой встык. Маркировка наконечников соответствует сечениям жил кабелей, что облегчает их выбор.
Таблица 2. Механизмы и инструмент для соединения
Сечение, и класс жил ГОСТ 22483-77* |
алюминиевый (ГОСТ 9581-80*) |
Наконечники |
штифтовой медно-алюми- ниевый (ГОСТ 23598-79*) |
251; 25CO; 25П; 351 |
|||
БОГ; БОСО; 70CO; 50П |
|||
701; 70CO; 70П; 951 |
|||
95C; 1201; 1501; 1851 |
|||
120CK; 150П; 120C |
|||
1Б0СК; 150С: |
|||
1851; 185П; 185СК; 240CO |
|||
Примечание. Обозначение токоподводящих жил: С - секторная экранированная.
В зависимости от конструкции выводов электрооборудования применяют наконечники с различным числом отверстий на контактной части.
Соединение и ответвление алюминиевых жил кабелей сваркой выполняется в стальных формах и не требует применения соединительных и ответвительных гильз.
При газовой пропан-кислородной сварке применяют набор принадлежностей НСПУ и НПГ. В качестве присадочного материала используют проволоку марки СвА5 или СвА5С в виде прутков, диаметр которых составляет при сечении свариваемых жил: 16-50 мм 2 - 2 мм, а 70-240 мм 2 - 4 мм, и оконцевания опрессовкой алюминиевых жил кабелей
Механизмы и инструмент |
||||||||
Прессы ПГЭ- Л, ПГР-20М1 |
Прессы РМП-7М, ПГЭП-2М |
Клещи ПК-1м |
Клещи ГКМ |
|||||
Матрица и пуансон НИСО |
Матрица и пуансон УСА |
Оста-точная толщина материала в месте опрессов- ки, мм |
Пуансон |
Оста-точная толщина материала в месте совки,мм |
||||
А5,4; А7 |
6,5 |
УСА-1 |
5,5 |
1А5,4 |
1А5.4; |
А5,4; |
А5.4; А |
|
многопроволочная; CO -секторная однопроволочная; CK- секторная комбированная
При отсутствии проволок в качестве присадочного материала используют проволоки жил и флюс АФ-4а или ВАМИ. Составы флюсов (% по массе) следующие: АФ-4а - хлористый натрий (28), хлористый калий (50), хлористый литий (14), фтористый натрий (8); ВАМИ - хлористый калий (50), хлористый натрий (30), криолит К-1 (20).
Сварке жил предшествуют операции по подготовке жил к оконцеванию, соединению или ответлению. Длина очищенного участка жилы от изоляции приведена в табл. 5.
Соединение жил кабелей сечением до 240 мм 2 пропан-кислородной сваркой выполняют по следующей технологии.
Таблица 11. Длина очищенного от изоляции участка жилы для различных способов сварки
Сечение жил, мм 2 |
Длина изоляции, удаляемой при |
|||
термитной |
электрической контактным разогревом |
|||
Суммарное сечение до: |
||||
На освобожденные участки жил устанавливаю г сварочные формы и закрепляют их клиновыми замками. Формы заблаговременно покрывают с внутренней стороны мелом, разведенным в воде, и просушивают. На концы жил до установки сварочных форм наносят тонкий слой флюса АФ-4А. Жилы закрепляют в охладителях, после чего пламенем горелки разогревают форму в средней части, перемещая пламя в стороны, вниз и вверх. Примерно через 20-30 с после нагрева формы до красного цвета в нее опускают присадочный пруток, который плавят, одновременно перемешивая расплавленный металл проволочной мешалкой. Сплавление присадки продолжают до заполнения литникового отверстия.
При соединении секторных однопроволочных жил их концы, освобожденные от изоляции, скругляют, а при установке сварочных форм дополнительно уплотняют асбестовым шнуром.
Сварку трех- и четырехжилых кабелей начинают с жил, расположенных снизу. При сплавлении в монолит многопроволочиых алюминиевых жил сечением до 240 мм 2 применяют съемные металлические формы, устанавливаемые вертикально. После нагревания формы до вишневого цвета пламя одного мундштука переносят внутрь формы и одновременно в форму вводят присадочный материал.
Оконцевание алюминиевых жил кабелей наконечниками ЛА производится при вертикальном положении жил горелками с однопламенными мундштуками. На вертикальную часть гильзы надевают угольную форму или кольцо из стальной полосы толщиной 1 мм. Торцы жилы покрывают флюсом. Расплавляют торцевую часть жилы и кромки гильзы наконечника. В завершающей стадии сварки в форму вводят присадочный материал до ее заполнения.
Для электрической сварки алюминиевых жил способом контактного разогрева применяют комплектные установки УСАП-2М, состоящие из трансформаторов для питания сварочного поста, электрододержателей с угольными электродами, охладителей, набора сварочных форм. Для дуговой сварки в среде аргона неплавящимся электродом используют комплект из сварочного трансформатора, осциллятора, сварочной горелки, баллона с аргоном, редуктора, манометра. Для аргонодуговой сварки плавящимся электродом на постоянном токе применяют преобразователи ПСГ-50 и монтажные ранцевые полуавтоматы ПРМ-5.
Технология электрической сварки принципиально не отличается от технологии газовой сварки. Соединение встык кабелей сечением 16-240 мм 2 производится, с предварительным сплавлением многопроволочных жил в монолитные стержни. Жилы сплавляют в монолит в стальных или угольных разъемных формах в вертикальном или слегка наклонном положении.
Проволоки жил и присадочный пруток, зачищенные до металлического блеска с помощью стальной щетки, обезжиривают органическим растворителем или бензином. В месте установки цилиндрической разъемной форг мы делают подмотку асбестовым шнуром так, чтобы конец: жилы выступал из подмотки на 10-15 мм. После закрепления формы ее верхний торец должен быть совмещен с торцом жилы. Охладитель, выполняющий роль контактного зажима, устанавливают на жилу между изоляцией и формой и присоединяют к зажиму вторичной обмотки сварочного трансформатора.
Сплавление торца жилы в монолит выполняют прикосновением к нему угольного электрода, присоединенного ко второму зажиму сварочного трансформатора. При непрерывном касании электрод перемещают по торцам проволок. После образования сварочной ванны вводят присадочный материал, жидкий металл перемешивают угольным электродом и присадочным прутком. Процесс останавливают одновременно с образованием небольшой выпуклости жидкого металла поверх формы, электрод быстро отводят, не допуская возникновения дуги, расплавленный металл еще немного перемешивают присадочным прутком, после чего следят за кристаллизацией металла. После остывания жилы снимают форму, зачищают монолитный стержень стальной щеткой и обезжиривают.
Сварку встык алюминиевых жил кабелей, подготовленных в виде монолитных стержней, производят в горизонтальном положении. На оголенные участки устанавливают охладители, закрепленные на соединительной пленке. На участки жил до монолитной части наносят подмотку из асбестовой пряжи так, чтобы обеспечивалось уплотнение при закреплении открытой желобчатой формы из стали.
Расплавление концов жил в. форме производят касанием конца электрода. Продолжительность касания не более 10 с. При переносе электрода не допускают возникновения дуги. После начала плавления и образования на дне формы слоя расплавленного металла вводят присадочный материал и расплавляют его до заполнения формы. Расплавленный металл в процессе сварки необходимо перемешивать электродом и прутком присадки.
После охлаждения соединения снимают форму, удаляют асбестовую подмотку, снимают стальной щеткой шлак и остатки флюса. Для придания соединению цилиндрической формы наружную поверхность опиливают напильником.
Оконцевание алюминиевых жил наконечниками Л А производят по технологии сплавления жил в монолитные стержни. При этом гильза наконечника служит формой для образования сварочной ванны. После расплавления торца жилы расплавляют верхние кромки гильзы наконечника на глубину не менее толщины ее стенок, а затем добавляют небольшое количество присадочного материала.
Для термитно-муфельной сварки алюминиевых жил кабелей применяют термопатроны различных конструкций. Термитный патрон ПА предназначен для соединения встык алюминиевых жил сечением_ 16-800 мм 2 и приварки наконечника ЛАС на жилах сечением 300- 800 м-м 2 . Патрон состоит из цилиндрического муфеля, стальной формы (кокиля) и двух алюминиевых колпаков или втулок. Муфель имеет сквозное отверстие по продольной оси для ввода свариваемых жил кабелей и литниковое отверстие для наблюдения за сваркой и введения присадочного материала. Кокиль устраняет непосредственный контакт жил кабеля с термитной массой муфеля, что повышает качество сварки. При сборке патрона отверстия в кокиле и муфеле совмещают. Алюминиевые колпаки или втулки защищают боковые поверхности жил от подплавления. Колпаки, надеваемые на многопроволочиые жилы, выполняют также роль бандажей. Для круглых жил сечением 300-800 мм 2 применяют разрезные цилиндрические втулки, для сварки секторных однопроволочных жил - втулки с отверстиями по форме сечения жил. Термитные патроны выбирают по макроразмерам в зависимости от сечения жил. Для термитной сварки применяют набор принадлежностей НСПУ,
Подготовительные работы при сварке алюминиевых жил сечением 16-240 мм 2 заключаются в надевании на жилы и уплотнении термитного патрона, закреплении на оголенных от изоляции участках жил охладителей и установке асбестовых экранов.
Концы жил, соединенных встык, освобождают от изоляции, зачищают до металлического блеска, покрывают пастой из флюса и на них надевают алюминиевые колпаки или втулки. Колпаки должны заходить на всю длину, что контролируют через отверстия в них.
Внутреннюю поверхность кокилей обезжиривают и покрывают мелом, разведенным водой до состояния густой ласты, что предохраняет от прилипания к стенкам кокиля; При установке термитного патрона жилу несколько отгибают в сторону, надевают на нее термитный патрон и сдвигают его по жиле на расстояние, равное длине кокиля. Затем жилу отводят в прежнее положение до совмещения с соответствующей жилой другого кабеля. Патрон перемещают в обратном направлении так, чтобы жила вошла в кокиль. При этом концы жил с надетыми на них колпаками располагают точно против литникового отверстия, а зазор между ними минимальный.
В местах входа жил в кокиль выполняют уплотнение из асбестовой пряжи, навивая ее между кокилем и жилой до упора в колпаки. Устанавливают охладители, выбирая расстояние между ними в зависимости от длины термитного патрона с учетом зазора не менее 5-8 мм; Как правило, эту работу выполняют вдвоем. Подготовительные работы завершает установка экранов из асбестового картона толщиной 3-4 мм. Экран выступает за габариты охладителей не менее чем на 10 мм и защищает от искр жилы, не участвующие в сварке.
Муфель патрона поджигают термитной спичкой, удерживаемой специальным держателем, трением ее в торец в месте, отмеченном кружком. По мере горения спичку перемещают по поверхности муфеля, как бы натирая его. Одновременно с воспламенением муфеля- начинают сплавлять в кокиль присадочный пруток, медленно подавая его вниз по мере плавления. Легкий контакт прутка с раскаленными стенками литникового отверстия кокиля способствует ускорению процесса. После образования жидкой ванны в литниковое отверстие вводят проволочную мешалку, тщательно промешивая расплавленный металл для более полного выхода сопутствующих газов.
Момент полного расплавления жил определяют по касанию мешалкой дна кокиля. Как правило, это происходит через 10-15 с после окончания горения муфеля. Сплавление присадочного прутка продолжают до заполнения литниковой трубки.
После кристаллизации металла, не ожидая его полного остывания, шлак муфеля скалывают, а кокиль удаляют.
Оконцевание, соединение и ответвление алюминиевых и медных жил кабелей сечением 16-240 мм 2 пайкой производят медными штампованными наконечниками П, медными соединительными гильзами ГП или медными ответвительными гильзами ГПО. При соединении жил разных сечений используют гильзы, имеющие ступенчатые внутренние диаметры.
Пайка алюминиевых жил осуществляется с их предварительным облуживанием и последующим наплавленаем припоя непосредственно в форму или наконечник, а также без предварительного облуживания с поливом расплавленного припоя в форму. Пайка медных жил осуществляется с. обязательным применением флюса поливом расплавленного металла в гильзу. Соединение и ответвление алюминиевых жил кабелей сечением 16-240 мм 2 способом полива предварительно расплавленного припоя в тигель производится в разъемных формах. При этом применяют припои ЦА-15 и ЦО-12. Количество припоя при его предварительном расплавлении в тигле не превышает 7-8 кг. Тигель с припоем нагревают примерно до 700 °С, что определяется погружением алюминиевой проволоки, которая начинает плавиться.
При пайке поливом выполняют следующие технологические операции. С концов жил кабеля снимают изоляцию с таким расчетом, чтобы между изоляцией и формой (гильзой) оставался промежуток в 10 мм. Соединяемым жилам придают круглую форму. В специальном шаблоне концы жил обрезают под углом 55° ножовкой.
Обработанные концы жил укладывают в разъемные формы с зазором между торцами 2 мм. Во избежание вытекания припоя зазоры между жилой и формой уплотняют подмоткой из асбестовой пряжи. Формы располагают в горизонтальном положении. У места пайки устанавливают тигель с предварительно расплавленным припоем, а между тиглем и местом пайки - металлический лоток. Тепло, выделяемое расплавленным припоем, не создает дополнительного нагрева изоляции жил, а излишки припоя стекают обратно в тигель. Припой заливают через литниковое отверстие формы. Места соединения дополнительно прогревают горячим припоем, механическим скребком удаляют оксидную пленку со скошенных поверхностей жил под слоем припоя и одновременно доливают припой по мере его усадки. С боков форм снимают подтеки припоя. Длительность пайки в форме не должна превышать 1-1,5 мин. Перед соединением жил кабеля каждой фазы тигель с расплавленным припоем подогревают.
Ответвления жил выполняют аналогично соединениям с применением разъемных форм соответствующей конструкции. После снятия форм удаляют заусенцы, острые углы и неровности с места пайки. Бумажную изоляцию жил и места спая прошпаривают горячим составом марки МП.
Соединение и ответвление алюминиевых многопроволочных жил непосредственным сплавлением припоя производят с соблюдением следующей технологии. После удаления изоляции на длине 50, 60 или 70 мм соответственно для жил сечением 16-35, 50-95 и 120-150 мм 2 выполняют ступенчатую разделку. Пламенем газовой горелки концы жил нагревают до температуры плавления припоя, затем, удаляя оксидную пленку, на всю поверхность конца жилы наносят слой припоя и тщательно растирают его металлической кисточкой до полного облуживания. Устанавливают формы и вводят в них концы жил. Пространство между жилой и формой уплотняют асбестовым шнуром.
Для защиты изоляции от пламени с обеих сторон надевают защитные экраны, а при жилах большого сечения - охладители.
Форму с введенными в нее облуженными концами жил прогревают пламенем газовой горелки, начиная от середины. Одновременно в пламя вводят припой, который, расплавляясь, заполняет всю форму. Расплавленный припой Перемешивают, нагрев прекращают, после чего легким постукиванием по форме его уплотняют остывшего соединения снимают экраны, охладители, формы, удаляют неровности.
Оконцевание алюминиевых жил кабелей пайкой осуществляется с помощью медных наконечников П. При этом используется припой марки ЦО-12. Концы жил готовят с помощью шаблона, срезая их под углом 55°. Для удобства очистки поверхности жилы от оксидной пленки наконечники устанавливают скошенной стороной к контактной части. Нижнюю часть наконечника герметизируют замазкой из мела и глины, замешанной на воде, и обматывают асбестовой пряжей. Пайку наконечника выполняют в пламени газовой горелки. Один электромонтажник удаляет скребком оксидную пленку и наплавляет припой, а другой - непрерывно нагревает место оконцевания.
Соединение медных жил сечением 16-240 мм 2 выполняют пайкой способом полива припоя марки ПОССу или ПОС в соединительных гильзах ГП. При выполнении соединения внутреннюю поверхность гильз и поверхность жил (после обрезки торцов) зачищают до металлического блеска. Соединяемые концы жил покрывают флюсом и вставляют их в гильзу. Во избежание вытекания припоя между; торцом гильзы и краем изоляции подматывают асбестовую пряжу. Готовое к пайке соединение, располагают строго горизонтально, при этом торцы жил соприкасаются в середине гильзы, а заливочное отверстие находится сверху. Все последующие операции аналогичны операциям присоединения алюминиевых жил способом полива предварительно расплавленным припоем.
Технология пайки ответвительных гильз отличается от пайки соединительных гильз расположением жил кабеля в вертикальной плоскости.
Оконцевание медных жил кабеля пайкой осуществляется с помощыо медных наконечников П. Токопроводящие жилы, имеющие секторную форму, скругляют. После обезжиривания на концы жилы, освобожденной от изоляции, наносят слой флюса. При нагреве в пламени газовой горелки облуживают конец жилы, на который затем надевают наконечник. Дальнейшие операции аналогичны операциям при оконцевании алюминиевых жил.
Соединение алюминиевых жил с медными выполняют в медных гильзах. Концы алюминиевых жил предварительно облуживают припоем А, а затем оловянно-свинцовым припоем, а концы медных жил - оловянно-свинцовым припоем. После облуживания медных гильз пайку жил выполняют оловянно-свинцовым припоем по технологии, рассмотренной ранее.
Контроль качества контактных соединений при монтаже кабельных муфт и заделок обеспечивает наделенную работу кабельных сетей. Он ведется непрерывно при выполнении подготовительных работ, в процессе изготовления контактного соединения и после окончания работ.
При выполнении контактных соединений опрессовкой контроль их качества осуществляется внешним осмотром. Критериями оценки являются: соосное и симметричное расположение местных вдавливаний относительно середины гильзы или хвостовика наконечника; отсутствие кривизны опрессованного соединителя (более 3 % его длины); отсутствие на поверхности соединителя трещин и других механических повреждений; соответствие остаточной толщины после местного вдавливания нормам. Измерение остаточной толщины после местного вдавливания выполняют с помощью штангенциркулей или штриховых приборов.
.Размеры контактных лапок, получаемых на однопроволочных жилах пороховыми прессами, контролируют штангенциркулем.
Контроль качества сварных соединений осуществляется внешним осмотром. Соединения считаются непригодными, если обнаруживают пережоги проволок наружного повива, наружные газовые или шлаковые раковины глубиной более 2-3 мм, нарушения целостности металла шва.
При осмотре обращают внимание на степень заполнения припоем зазора между наконечником (гильзой) и токопроводящей жилой. В соединении не допускаются трещины, следы перегрева, остатки флюса.
Изолирование соединения.
После соединения токопроводящих жил или окольцевания изолируют места соединений. Изолирование выполняют лентами кабельной бумаги, сматываемой с роликов или рулонов. Ролики и рулоны доставляют с кабельного завода в запаянных металлических банках, заполненных маслоканифольным составом. Токопроводящую жилу между соединительной гильзой и бумажной заводской изоляцией обматывают лентой с бумажного ролика или пряжей. Пряжу также доставляют в банках, запаянных и заполненных маслоканифольным составом.
Перед употреблением пряжу, бумажные ролики или рулоны подогревают до 70-80 °С в специальном разогревателе или в ведре с трансформаторным маслом. В герметически закрытых заводских банках разогревать комплекты не допускается из-за опасности взрыва. Также не допускается разогревание банок на жаровне, пламени газовой горелки или паяльной лампы, так как возможна порча пряжи и особенно бумаги. Ролики и пряжу вынимают из банок чистыми металлическими крючками.
Лентами, сматываемыми с бумажных роликов, выравнивают изоляцию на жиле до размеров заводской, т.е. бумажными лентами заполняют пространство между ступенями изоляции на жилах, если наружный диаметр соединительной гильзы меньше, чем диаметр жилы. Если диаметр гильзы больше диаметра жилы, при помощи лент с бумажных роликов на участке, равном ширине бумажного рулона, наматывают изоляцию так, чтобы она была цилиндрической и в концах обмотки плавно переходила на жилу в виде сигары,
Бумажную ленту роликов и рулонов накладывают на место соединения жил плотно и ровно, с тем чтобы под слоями не оказалось воздушных промежутков, которые могут привести к пробою изоляции кабеля.
Намотку первого слоя ленты производят, начиная с левого торца заводской бумажной изоляции. Затем выполняют поворот и наматывают второй слой ленты в обратном направлении. Чтобы при повороте на ленте не образовалась складка, на ней делают вырез на половину длины ленты длиной 100-200 мм. Если бумага при па- мотке легла неплотно, ее удаляют и делают намотку новой бумагой. При подмотке роликами поверхность изолируемых жил периодически прошпаривают разогретой массой МП-1. После обмотки жил рулонами жилы сжимают и обматывают в несколько слоев лентами с ролика шириной 50 мм, а затем перевязывают хлопчатобумажной пряжей, взятой из банки.
Заливка муфт массой.
Кабельную массу перед заливкой в муфту освобождают от тары, в которой она доставляется с завода, помещают в специальное ведро и осторожно разогревают на жаровне или в электрическом разогревателе. Разогревать массу в заводской упаковке без вскрытия крышки не разрешается, так как может получиться взрыв. Кабельную массу нагревают постепенно. Температуру контролируют термометром. Во время нагрева массу тщательно перемешивают чистой металлической мешалкой (деревянной нельзя, так как из. нее в массу может попасть влага). При недостаточном или небрежном перемешивании или при пользовании загрязненной мешалкой кабельная масса может пригореть и загрязниться. Доводить массу до кипения нельзя -она при этом портится. Закипевшая, пригоревшая или вспыхнувшая кабельная масса для заливки муфт непригодна. Вспыхнувшую массу тушат (закрывают крышки и покрывают ведра мешковиной, смоченной в воде).
Перед заливкой муфты или перед прошпаркой небольшое количество кабельной массы должно сливаться для очистки носика ведра от возможного загрязнения его мусором или пылью.
Заливка чугунных муфт и стальных воронок.
Муфты заливают битумной кабельной массой в несколько приемов во избежание образования внутри массы пустот. При этом перед заливкой их обязательно прогревают» так как к холодным муфтам кабельная масса может не прилипнуть и тогда между корпусом муфты и остывшей массой получаются пустоты, в которые засасывается влага. Попадание же в муфту влаги приводит к порче бумажной изоляции и пробою кабеля при включении его под напряжение.
Заливку чугунных соединительных, ответвительных и концевых муфт битумной массой производят в три приема; первая заливка не более 50 % объема муфты, вторая-до 75% после затвердевания первоначально влитой массы до киселеобразного состояния и третья-до полного объема после затвердевания первых двух порций. В промежутках между заливками входное отверстие, через которое заливают массу, закрывают чистой тряпкой.
Эпоксидные компаунды представляют собой смеси на основе эпоксидных смол и используются при монтаже соединительных и концевых муфт кабелей с бумажной и пластмассовой изоляцией.
Эпоксидные смолы применяют совместно с отвердителями, при введении которых они переходят из жидкого в твердое неплавкое состояние. В этом виде смолы не растворяются в воде. Для необходимого изменения свойств в эпоксидный компаунд вводят пластификаторы (для улучшения пластических свойств), наполнители (для увеличения массы компаунда и приближения его коэффициента линейного расширения к коэффициентам линейного расширения металлов), разбавители и ускорители. После введения добавок эпоксидный компаунд представляет собой жидкость, вязкость которой определяется температурой и количеством наполнителя (молотый пылевидный кварц К.П-2 или К.П-3, прокаленный по специальной технологии для удаления влаги, органических и механических примесей). Если к компаунду добавить отвердитель и полученную смесь перемешать, в ней начнется экзотермический процесс полимеризации, в результате которого эпоксидный компаунд отвердеет. Процесс полимеризации в зависимости от марки эпоксидного компаунда, его массы и температуры окружающей среды длится от нескольких часов до нескольких суток. Для кабельных муфт и заделок применяют эпоксидные компаунды холодного отверждения российского производства К-176 и К-115, а также компаунд Э-2200 (производства Чехии). Наиболее благоприятный для них интервал температур 10-25°С. При температуре ниже 0°С эти компаунды не полимеризуются, при температуре более 25 °С экзотермический разогрев оказывает отрицательное воздействие на качество муфт и заделок, способствуя появлению в них пор и других недопустимых дефектов. Поэтому при температурах ниже 10 или выше 25 °С применение эпоксидного компаунда названных марок сопровождается соответственно искусственным подогревом или охлаждением в зоне монтажа.
В настоящее время разработаны новые марки эпоксидных компаундов (УП-5-199 и УП-5-199-1) и отвердителей (УП-0636, УП-583 и УП-0633М), пе требующих местного подогрева в диапазоне температур от -40 до НИ0°С. Новые компаунды полимеризуются в течение 1-3 ч после заливки.
Эпоксидные компаунды в отвержденном состоянии обладают высокими диэлектрическими и физико-механическими свойствами, хорошей адгезией к металлам и другим материалам, отличаются стойкостью к изменению температурных условий, воздействию агрессивных сред, влажности, вибрационным нагрузкам. Они противостоят воздействию большинства органических растворителей, слабых кислот и щелочей, масел, бензина, солнечной радиации.
12. Составляющие эпоксидных компаундов и отвердителей
эпоксидный компаунд |
Отвер-дитель |
Количество отвердителя (на 100 мас ч.-компаунда без наполнителя) при температуре |
|
Диэтилентриамин |
|||
Полиэтилепполиамин |
|||
Э-2200 (ЧССР) |
ДЭТА или ПЭПА |
||
Электрическая прочность образца толщиной 1 мм при частоте 50 Гц составляет не менее 20-25 кВ/мм.
Эпоксидные компаунды различного состава применяют с отвердителями определенных марок в необходимом количестве. При этом количество отвердителя зависит также от температуры окружающей среды, в которой выполняются кабельные работы (табл. 12).
Условные обозначения кабельных сетей на планах приведены в табл. 13.
Результат самостоятельных электромонтажных работ зависит от правильного и качественного исполнения соединения, ответвления и оконцевания токопроводящих жил проводов и кабелей.
Некачественные контакты доставляют много хлопот при эксплуатации электрической проводки, а их поиск проблематичен. В местах плохого контакта токопроводящие жилы нагреваются, из-за увеличения сопротивления в месте контакта, в результате этого может произойти отгорание жилы и воспламенение изоляции.
Поэтому при монтаже электропроводки не рекомендуется применение соединений скруткой (особенно алюминиевых проводов), а скручивание медных проводов с алюминиевыми (без сварки или пайки) допускается только при наличии защитного покрытия контакта. От воздействия окружающей седы поверхность жил окисляется и качество «скрученного» контакта ухудшается.
Способы соединения токоведущих жил проводов и кабелей к выводам электрических приборов и оборудования
Токопроводящие жилы проводов и кабелей присоединяют штыревым и гнездовым выводам электрических приборов винтовыми зажимами.
К электрическому оборудованию и силовым шкафам применяют переходные контактные зажимы (наборные, винтовые, люстровые зажимы). Зажимы могут иметь плоские, штыревые, гнездовые, штифтовые, лепестковые и желобчатые выводы, к которым присоединяют жилы проводов и кабелей непосредственно или после оконцевания их соответстЕующими наконечниками.
К лепестковым, штифтовым и желобчатым зажимам присоединяют только медные жилы проводов и кабелей. Для произведения ответвления от неразрезанных магистралей применяют винтовые зажимы, которые являются основным видом контактного присоединения как к медным, так и к алюминиевым жилам, к электрическим машинам, приборам и оборудованию.
*Открытая проводка в жилых помещениях проводится очень редко, тем не менее в индивидуальном жилом секторе в подсобных помещениях (гараж, сарай, подвал, чердак и т.д.) может возникнуть необходимость монтажа открытой проводки. Поэтому мы сочли возможным осветить некоторые особенности этого вида электромонтажных работ.
1. Открытая проводка плоских проводов по сгораемым основаниям выполняется по слою листового асбеста толщиной не менее 3 мм, выступающего с каждой стороны провода не менее чем на 5 мм.
2. Асбестовые прокладки крепят до начала монтажа проводов гвоздями через 200- 250 мм в шахматном порядке. При прокладке несколько групп проводов полоска может быть общей, с учетом расстояния между проводами каждой группы не менее 5 мм. Для крепления проводов применяют металлические (луженые, оцинкованные или окрашенные) полоски шириной 10 мм и толщиной 0,3–0,5 мм, прикрепляемые по слою асбеста.
3. Между металлической полоской и проводом укладывают из электроизоляционного картона прокладку, выступающую за края полоски на 1,5–2 мм. При креплении провода металлическая плоска с прокладкой должна плотно обхватывать поверхность предварительно натянутого провода- При закреплении в замок длина плоски должна быть больше полоски под пряжку на 10 мм.
4. Изгиб плоских проводов в углах выполняют, предварительно вырезая разделительную пленку между проводами на длине 40–60 мм и отводя их внутрь угла.
Скрытые проводки - наиболее распространены и безопасны в эксплуатации. Они обычно выполняются под штукатуркой. Скрытая проводка безопасна в пожарном отношении, так как она расположена в толще несгораемого материала (при прокладке под штукатуркой на деревянной стене под провода подкладывают слой асбеста 3 мм) и доступ воздуха к ней затруднен. Механические повреждения скрытой проводки ограничены. Действие солнечных лучей, пыли, газов на изоляцию исключается. Основной недостаток - невозможность без переделки присоединить новые токоприемники.
По перекрытиям плоские провода прокладывают по кратчайшим расстояниям между ответвительными коробками и светильниками, в местах, где исключена возможность их механического повреждения.
Запрещается прокладка плоских проводов пучками. Пересечение плоских проводов между собой следует избегать. При необходимости пересечения изоляцию проводов в этом месте усиливают тремя-четырьмя слоям" прорезиненной или поливинилхлоридной липкой ленты иль изоляционной трубкой.
Изгиб плоских проводов выполняется методом, аналогичным для открытой проводки.
Скрытые провода выводят на поверхность стен перекрытия (например, для присоединения к светильникам или неутепленным выключателям, штепсельным розеткам) через изоляционные трубки, воронки, фарфоровые или пластмассовые втулки.
Крепление плоских проводов в бороздах, пазах ИЛИ стенах, подготовленных под штукатурку, проводят «примораживанием» алебастровым раствором или прикрепляют скобками, хомутиками из пластмассы, резины, хлопчатобумажной ленты. Запрещается при любом способе скрытой проводки крепление проводов непосредственно гвоздями.
Соединение и ответвления проводов скрытой проводки выполняют сваркой, опрессовкой, пайкой или зажимами в ответвительных коробках. Допускается при скрытой проводке выполнять ответвления плоских проводов во вводных коробках выключателей, штепсельных розеток или светильников. В несгораемых стенках и перекрытиях сухих помещений в качестве ответвительных коробок могут использоваться ниши (гнезда) с гладкими стенами, закрытые крышками. Присоединения и ответвления проводов, прокладываемых скрыто, выполняют с запасом провода длиной не менее 50 мм. В металлических коробках в местах ввода проводов в коробку устанавливают втулки из изолирующего материала или на провод дополнительно накладывают три-четыре слоя изоляции из прорезиненной или липкой поливинилхлоридной ленты.
На проводах, подключаемых к зажимам выключателей, штепсельных розеток, настенных патронов разделительную пленку удаляют лишь на участке, необходимом для присоединения.
МИНИСТЕРСТВО СЕЛЬСКОГО ХОЗЯЙСТВА И ПРОДОВОЛЬСТВИЯ
Республики беларусь главное управление образования, науки и кадров
УЧРЕЖДЕНИЕ ОБРАЗОВАНИЯ
«БУДА-КОШЕЛЕВСКИЙ ГОСУДАРСТВЕННЫЙ АГРАРНО-ТЕХНИЧЕСКИЙ КОЛЛЕДЖ»
Дисциплина «Технология электромонтажных работ»
Специальность:
2-74 06 31-01 «Энергетическое обеспечение сельскохозяйственного производства (электроэнергетика)».
Лабораторная работа № 3
Тема:
Исследование качества соединения проводов и кабелей, выполнение различными способами.
Цель работы:
Изучить способы выполнения неразборных и разборных контактных соединений. Получить практические навыки по выполнению контактных соединений пайкой, сваркой, опрессовкой.
Выполнил: учащийся
3 Курса, 55 эс группы
Поляков А.Ю.
Проверил: преподаватель
Лашкевич А.В
1.Тема и цель занятия.
2.Краткие теоретические сведения.
3.Зарисовать рисунки.
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
Способы соединения жил проводов и кабелей
Электрические соединения производят путем применения сварки, пайки, опрессовки, созданием разборных контактных соединений.
Сварка. Сварку применяют для оконцевания и соединения алюминиевых жил проводов и кабелей всех сечений, а также для соединения алюминиевых жил с медными при сечении не более 10 мм 2 . Различают три способа сварки; электросварку контактным разогревом, термитную и газовую.
При оконцевании и соединении алюминиевых жил сваркой применяют флюс ВАМИ. Флюс предназначен для удаления пленки окиси с поверхности алюминиевых жил и для зашиты поверхности от окисления. Флюс ВАМИ представляет собой смесь трех составляющих: хлористого калия (50%), хлористого натрия (30%), криолита (20%). Температура плавления флюса 630 °С. Химическая промышленность выпускает флюс в виде порошка, расфасованного в герметически закрытые банки. Порошок флюса перед употреблением разводят водой до консистенции густой сметаны (100 частей флюса на 30...40 частей воды по массе). Перед сваркой флюс наносят волосяной кисточкой тонким слоем на поверхность алюминиевых жил; нанесение флюса толстым слоем не способствует улучшению качества соединения.
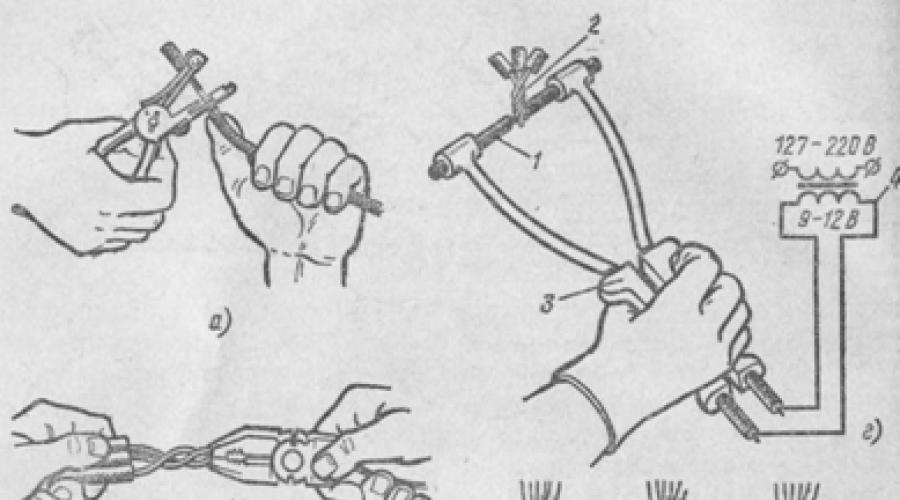
Электросварка контактным разогревом является наиболее распространенным видом сварки, применяемым при оконцевании и соединении алюминиевых жил проводов и кабелей. Ее выполняют: с применением клещей с двумя угольными электродами (рис. 1); с применением обоймы (рис. 2).

Рис. 1 – Соединение алюминиевых Рис. 2 – Соединение алюминиевых
жил в клещах с двумя электродами: жил электросваркой клещами с
1-угольный электрод; 2-скрутка применением обоймы:
алюминиевых жил; 1-обойма из стальной полоски;
3-двухэлектродные клещи 2-угольные электроды;
3-двухэлектродные клещи
Газовую сварку применяют для оконцевания, соединения и ответвления алюминиевых жил. Для соединения однопроволочных жил суммарным сечением до 20 мм 2 - пропан-воздушную и только для оконцевания - ацетиленокислородную сварки. Оконцевание, соединение и ответвление медных жил газовой сваркой не допускаются.
Пропан-кислородную сварку в стальных формах используют для оконцевания жил сечением 300... 1500 мм 2 и выполняют при помощи пластин из твердого сплава АД31Т1 и наконечников ЛС.
Для жил сечением 16...240 мм" применяют стержневоеоконцевание сплавлением в монолит с добавкой легирующих присадок из алюминиевых сплавов. Соединение жил сечением 16...1500 мм 2 может производиться встык, а жил суммарным сечением до 400 мм 2 - по торцам в общий монолитный стержень.
Термитная сварка обеспечивает высокое качество электрического контакта. Ее осуществляют с помощью термитного патрона, который состоит из муфеля (термитной массы) и стальной цилиндрической формочки-кокиля. При сгорании термитной массы внутри кокиля устанавливается температура, позволяющая успешно производить сварку алюминия.
Термитная сварка применяется для соединения, оконцевания и ответвления алюминиевых жил проводов и кабелей,. Для сварки по торцам многопроволочных алюминиевых жил суммарным сечением до 240 мм 2 применяют термитные патроны марки ПАТ, для сварки однопроволочных жил малых сечений - марки ПАТО, для соединяемых встык жил проводов и кабелей сечением 16...800 мм" - термитные патроны марки ПА.
При соединении и оконцевании концы жил вводят в кокиль термитного патрона.
Пайка - вид слесарной обработки по образованию неразъемнного соединения при помощи расплавленного промежуточного металла или сплава, называемого припоем.
Лужение - это покрытие металла тонким слоем припоя для предохранения его от окисления, а также в местах соединения жил для хорошего контакта.
Флюсами называются вспомогательные материалы, используемые при пайке. Они служат для растворения и удаления оксидных пленок с поверхности соединяемых металлов и из расплава, а также образования на его поверхности прочной, воздухонепроницаемой пленки. Поэтому флюсы имеют плотность и температуру плавления ниже используемого припоя (таблица 1).
Пайка алюминия затруднена вследствие его легкой окисляемости с образованием на поверхности прочной окисной пленки. Удаляют ее обычно непосредственно во время пайки механическим способом, растирая специальной металлической кисточкой или непосредственно палочкой припоя. Окисная пленка при этом удаляется под слоем припоя и последний прочно соединяется с поверхностью металла. Алюминиевые жилы паяют с помощью припоев А, ЦО-12, ЦА-15.
Припой ЦА-15 отличается высокой механической прочностью и устойчивостью против коррозии. При его использовании не требуется специальных мер защиты места пайки от коррозии. Однако он имеет недостаток - высокую температуру плавления, что ограничивает его применение в электромонтажной практике из-за опасности перегрева изоляции жил во время пайки.
Припой ЦО-12 имеет более низкую температуру плавления, чем ЦА-15, но не обладает достаточной противокоррозионной стойкостью. Его применяют для пайки алюминиевых жил кабелей внутри муфт, герметическая заделка которых исключает попадание к месту пайки влаги и воздуха.
Припой А имеет невысокую температуру плавления и лучше, чем припой ЦО-12, сопротивляется воздействию коррозии. Однако места пайки должны быть покрыты влагостойким лаком и тщательно изолированы.
Медные жилы паяют с помощью мягких оловянно-свинцовых припоев ПОС-30, ПОС-40 и др. с применением флюсов.
При пайке в качестве источника тепла используют паяльник (для жил сечением до 10 мм 2), паяльную бензиновую лампу емкостью 0.5... 1 л или специальный набор инструментов с баллонами, заполненными пропан-бутаном.
Опрессовка
Опрессовка- соединение жил проводов п>тем местного вдавливания или сплошного и комбинированного обжатия.
Соединение, ответвление и оконцевание медных и алюминиевых жил опрессовкой широко распространено в электромонтажной практике. При опрессовке жила провода или кабеля вводится в трубчатую часть наконечника или специальную гильзу и сжимается с помощью матрицы и пуансона. Контактное давление, создаваемое при этом между гильзой и жилой, обеспечивает надежное электрическое соединение.
При опрессовке способом местного вдавливания зубьями пуансона в одном или нескольких местах создается большое давление в одном месте и наилучший электрический контакт,
При опрессовке сплошным обжатием большое давление, а следовательно, и хороший электрический контакт создаются на всем протяжении обжатия.
Комбинированное обжатие позволяет улучшить электрический контакт между жилой и трубчатой частью наконечника или гильзы благодаря тому, что в условиях сплошного обжатия создается дополнительно большое давление в месте вдавливания зуба шансона матрицей и пуансоном. Для опрессовки используют различные инструменты и механизмы.
При выборе способа опрессовки (местным вдавливанием, сплошным или комбинированным обжатием) достаточно освоить приемы выполнения одного из них, т.к., несмотря на внешние отличия при выполнении опрессовки этими способами, большинство операций однотипны. Опрессовка сплошным или комбинированным обжатием требует использования мощных прессов с большим усилием. Для опрессовки местным вдавливанием можно применять всевозможные клещи. Кроме того, способ местного вдавливания наиболее широко распространен при выполнении электромонтажных работ.
При работе с инструментом необходимо соблюдать общие правила техники безопасности, а также правила приведенные в инструкциях по эксплуатации прессов, клещей и других инструментов.
Надежность контактного соединения во всех случаях достаточно высока, если правильно определена область применения, точно выбраны наконечник или гильза, рабочие инструменты, тщательно подготовлены поверхности и правильно произведена опрессовка.
Оконцевание
Оконцевание - оформление концов жил проводов или кабелей для последующего присоединения.
Для оконцевания алюминиевых жил (сечением от 16 до 240 мм") проводов напряжением до 2 кВ и кабелей до 35 кВ следует применять трубчатые наконечники, для жил (сечением 2,5 мм 2) проводов напряжением до 2 кВ и кабелей до 1 кВ - кольцевые наконечники (пистоны).
Инструменты для обработки, соединения и оконцевания проводов и кабелей.
Инструменты для обработки, соединения и оконцевания проводов и кабелей. Обработка, соединение и оконцевание проводов и кабелей -- это технологические onерации, включающие обрезку проводника, съем изоляции с него, выполнение кольцевого зажима. Работу выполняют в монтажной зоне или в МЭЗ с помощью ручного или механизированного инструмента и механизмов.
Для перерезания (отрезки) проводов и кабелей используются секторные ножницы ИС (рис. 3, а), в которых усилие, прикладываемое к рукояткам двух рычагов, передается в усилие резания секторных ножей посредством храпового механизма. Секторными ножницами перерезают провода и кабели с алюминиевыми жилами сечением 3X240 мм 2 и медными - сечением 3X150 мм 2
Изоляция с жил проводов снимается инструментами, в которых содержится поводковый механизм, передающий усилия от двух рукояток (вместо ранее применявшихся трех) на движущиеся навстречу режущие ножи,и механизм, удаляющий надрезанную изоляцию. Ножи имеют режущие кромки в виде двух полукружий, калиброванных по диаметру жилы и допускающих возможность регулировки. Инструментом МБ-1М можно снять резиновую, пластмассовую и хлопчатобумажную изоляцию с концов проводов и жил кабелей различныхмарок и сечений (0,75-6 мм 2).
При оконцевании и соединении алюминиевых и медных проводов сечением жил 16-240 мм 2 широко используется опрессовка. Выпускаются унифицированные наборы инструментов НИОС (для опрессовки алюминиевых жил) и НЙОМ (для оирессовки медных жил), а такжеунфицированные ручные прессы с механическим, гидравлическим или электрическим приводом.
В электромонтажном производстве наиболее широко применяют электропроводный пресс ПГ-20, ручной гидравлический ПГР-20 Ml и ручной механический РМП-7.Опрессовка наконечников и гильз на жилах сечениемдо 35 мм 2 эффективно выполняется с помощью пресс-клещей механического типа с рычажным механизмом передачи усилий. Пресс-клещи ПК-3 (рис. 3, б) предназначены для опрессовки алюминиевых жил в гильзах ГАО-4, ГАО-5, ГАО-б, медных жил сечением 4-б мм 2 в наконечниках серии Т и гильзах серии 1М, а также для оконцевания медных жил сечением 1,5 и 2,5 мм 2 в кабельных концевых наконечниках (пистонах) серии П. Пресс-клеши ПК-4 (рис. 3, в) предназначены для опрессовки алюминиевых наконечников и соединительных гильз на проводах и кабелях сечением жил 16-35 мм", а также гильз ГАО-5, ГАО-6, ГАО-8.
Кроме
описанных выше средств механизации
электромонтажных
работ, существуют и другие (слесарный
инструмент, ручные оправки, сварочное
оборудование, приспособление
для гнутья труб, затяжки проводов в
трубы).
Рисунок 3 – Инструмент для обработки и оконцевания проводов и кабелей:
а - секторные ножницы типа НС-3; б - пресс-клещи ПК-3; в - пресс-клещи ПК-4.
Разборные контактные соединения.
Разборными контактными соединениями называют:
Присоединение жил проводов и кабелей непосредственно к выводам электрооборудования (электродвигателей, аппаратуры управления и защиты и т.п.);
Соединение шин и ответвлений от них с помощью болтов;
Выполнение ответвлений проводов и кабелей от магистральных электрических линий без их разрыва:
Соединение проводов с помощью сжимов.
Силовое электрооборудование, как правило, имеет плоские, штыревые и гнездовые контактные выводы (рис. 3).
Эти
выводы позволяют осуществлять разъемное
соединение проводов и кабелей с
электрооборудованием.
Выводы контактных зажимов электрических
аппаратов автоматики, управления,
сигнализации и защиты могут быть также
лепестковые, штифтовые и желобчатые
(рис.
4). К ним присоединяются только медные
жилы проводов и кабелей пайкой.
Рисунок 4 – Контактные выводы электрооборудования: а-гнездовой; б-штыревой;
в-плоский; г,д-лепестковый; ж-желобчатый; з-штифтовой.
 В
распределительных устройствах, силовых
цепях, вторичных цепях, а также для
присоединения
проводников к установочным изделиям
применяются переходные контактные
зажимы
(ответвительные зажимы, люстровые
зажимы, клеммники из наборных или
ненаборных зажимов) (рис, 5).
В
распределительных устройствах, силовых
цепях, вторичных цепях, а также для
присоединения
проводников к установочным изделиям
применяются переходные контактные
зажимы
(ответвительные зажимы, люстровые
зажимы, клеммники из наборных или
ненаборных зажимов) (рис, 5).
Рисунок 5 – Механические зажимы: а, б, в – переходные контактные;
г, д, е, ж – ответвительные; з – винтовой.
Конструкцию и основные размеры плоских и штыревых выводов электрооборудования регламентирует ГОСТ 21242-75. Выводы электрооборудования изготовляются, как правило, из меди, алюминия и их сплавов. При токе до 40 А они могут быть стальными. Выводы нз меди и стали имеют металлопокрытие из олова, цинкооловянистого сплава, кадмия и никеля.
Непосредственно
монтажу контактных соединений в
электроустановках предшествует
оконцевание
жил проводов и кабелей. Оконцевание жил
сечением до 10 мм 2
может быть выполнено в
форме пестика, колечка, наконечника, с
помощью пайки или опрессовки (рис. 6).
Рисунок 6 – Виды оконцевания жил проводов и кабелей: а - в виде пестика;
б - в виде колечка; в - блочнымаконечником; г - ограничивающей
шайбой; д - шайбой-звездочкой; е – наконечником.
Изоляцию с концов жил сечением до 4 мм 2 рекомендуется снимать с помощью клещей КСИ, KY-1 и др. При снятии изоляции ножом последний направляют под углом 10.., 15° к поверхности провода так, чтобы, срезая изоляцию, он скользил по поверхности жилы, не повреждая ее.
Присоединение алюминиевых жил к выводам электрооборудования
Присоединение
однопроволочных алюминиевых жил сечением
до 10 мм 2
к плоским выводам электрооборудования
производится после зачистки жилы под
слоем нейтральной смазки (вазелин,
ЦИАТИМ – 221 или кварце-вовазелиновая
паста). Грязную
смазку после зачистки удаляют, заменяют
ее чистой и
изгибают конец провода в кольцо. При
присоединении к выводу устанавливают
шайбу-звездочку и пружинную
шайбу (рнс. 7).
Рисунок 7 – Присоединение алюминиевой жилы к плоскому выводу
электрического аппарата:
1-отвертка; 2-винт; 3-пружинная шайба; 4-шайба-звездоча;
5-алюминиевая жил; 6-контактный вывод.
Однопроволочные алюминиевые жилы сечением 2,5 мм, предварительно оконцованные кольцевым наконечником типа П, присоединяются к штыревым выводам путем затяжки между двумя гайками с установкой шайбы и пружинной шайбы. Однопроволочные алюминиевые жилы сечением 2,5...10 мм 2 , не оконцованныенаконечником, предварительно зачищают до металлического блеска под слоем нейтральной смазки с оформлением жилы в кольцо. Затем производят затяжку на штыревом выводе между двумя гайками с установкой шайбы-звездочки и пружинной.
Необходимо помнить, что присоединение алюминиевых жил к штыревым выводам и зажимам электрооборудования, установленного в сырых помещениях, в агрессивной среде, или наружных установках, не допускается.
В таких условиях присоединение алюминиевых жил допускается только после оконцевания их медно-алюминиевыми штифтовыми наконечниками.
Присоединение медных жил проводов и кабелей к выводам
электрооборудования.
Присоединение медных однопроволочных жил сечением до10 мм 2 к плоским медным выводам производится после зачистки жилы до металлического блеска с последующим оформлением в кольцо. Между головкой винта и жилой устанавливают шайбу и пружинную шайбу (рис. 6).
Присоединение медных многопроволочных жил сечением до 10 мм 2 к плоским медным выводам производится после оконцевания жил наконечником или оформлением жилы в кольцо с пропайкой. В этом случае между головкой винта и наконечником устанавливают только пружинную шайбу.
Медные однопроволочные жилы проводов и кабелей к гнездовым выводам присоединяются непосредственно. Многопроволочные медные жилы независимо от сечения присоединяются только после оконцевания их штифтовыми наконечниками. Допускается присоединение многопроволочной жилы после облуживания конца жилы в монолитный стержень. Однопроволочные медные жилы сечением до 10 мм 2 присоединяют к штыревым выводам после зачистки их до металлического блеска и оформления в кольцо. Жилы очищают от грязи и смазки растворителем. На штыревой вывод накручивают гайку, надевают кольцо медной жилы, после чего на штыревой вывод устанавливают шайбу, пружинную шайбу и затягивают гаечным ключом гайки штыревого вывода. Многопроволочные медные жилы сечением до 10 мм 2 должны быть оконцованы наконечниками или оформлены в кольцо с пропайкой. В этом случае при присоединении также устанавливают шайбу и пружинную шайбу.
Очень надёжный контакт обеспечивает пайка, для подготовки к которой предварительная скрутка совершенно уместна и даже необходима для большей площади контакта (учитывая, что электропроводность припоя ниже, чем у спаиваемых материалов) и механической прочности.
Быстрые варианты соединения алюминиевых и медных проводов с помощью клем Ваго
Для пайки необходим паяльник мощностью 60–100 Ватт. Вначале нужно снять с проводов изоляцию (на 4–5 см), и облудить, т.е. покрыть тонким слоем припоя.
- Для медных проводов можно использовать обычную канифоль (твёрдую или в виде раствора) или специальные пастообразные или жидкие флюсы. Канифоль и нейтральные безотмывочные флюсы не требуют последующего удаления, т.к. не вызывают коррозии.
- Паяльную кислоту и другие активные флюсы применять нежелательно - их остатки могут вызвать коррозию проводов и даже короткое замыкание.
- Существуют паяльные материалы и для алюминия, но их применение не рекомендуется.
Залуженные провода скручиваются, затем тщательно пропаиваются. Пайка должна остыть естественным образом, без принудительного охлаждения, которое может привести к трещинам в соединении. Готовую пайку удобно изолировать термоусадочной трубкой подходящего размера, которая при нагревании плотно охватывает место соединения. Это самый надежный способ соединения проводов и кабелей как медных, так и алюминиевых.
Другой вариант - обычная изоляционная лента, желательно не менее 3 слоёв.
 Cкрутка проводов для последующего их сращивания.
Cкрутка проводов для последующего их сращивания.
 Скрутка электрических проводов для соединения в распределительной коробке.
Скрутка электрических проводов для соединения в распределительной коробке.
Соединительные изолирующие зажимы (СИЗ) можно считать современным вариантом старой скрутки проводов. Это - пластиковый корпус, имеющий внутри анодированную пружину конической формы. Соединяемые провода зачищают на длину 10–15 мм, собирают в пучок и накручивают на них СИЗ - по часовой стрелке, до упора. Суммарная площадь соединения, в зависимости от типоразмера - от 2,5 до 20 мм 2 . Качество соединения довольно высокое, но несколько меньше, чем у винтовых клеммников.
 Соединительные изолирующие зажимы (СИЗ) - современные способы соединения двух - трех и более жил медных проводов.
Соединительные изолирующие зажимы (СИЗ) - современные способы соединения двух - трех и более жил медных проводов.
Соединение алюминиевых и медных проводов при помощи клемм
Наиболее распространены винтовые клеммы, они часто применяются в распределительных коробках. Выпускаются как на малые, так и на очень большие токи. При использовании алюминиевых жил, нужно соблюдать осторожность при затягивании винтов, потому что он отличается мягкостью (а иногда - и хрупкостью) и легко повреждается.
 Клеммное соединение - старый и надежный способ.
Клеммное соединение - старый и надежный способ.
Соединение кабелей винтами с шайбами
Это несколько устаревший вариант, подходящий при отсутствии винтовых клеммников подходящего типоразмера, обеспечивает аналогичное качество, может быть использован для соединения алюминиевого провода с медным.

Ответвление зажимом У–733
Это фактически вариант винтового клеммника, он позволяет делать ответвления от магистрали, не разрезая её.

В таком варианте розетки фактически могут использоваться как винтовые клеммники, но для большей надёжности соединения проводов следует пропаять.

Самозажимные клеммники Wago
Самозажимные клеммники позволяют сечением до 2,5 квадратных миллиметров, допустимый ток может составлять до 24 А. Это очень быстрый и технологичный способ соединения. Зачистка производится на длину всего 10–12 мм, не требуется ни скрутки, ни изоляции, ни даже затягивания винтов. Провода просто вставляются в клеммник. Не получится таким образом соединить только гибкие многожильные провода.
Ещё один недостаток - в связи с меньшей площадью контакта это соединение всё же несколько менее надёжно, чем винтовое клеммное или, тем более, пайка или сварка.
 Клеммы Wago. Самые распространенные виды соединения двух жил как алюминиевых, так и медных.
Клеммы Wago. Самые распространенные виды соединения двух жил как алюминиевых, так и медных.
Соединение двух жил кабеля сваркой
Это самый надёжный способ соединения, он обеспечивает идеальный контакт и очень длительный срок безотказной работы. Электрические провода скручиваются на длину не менее 50 мм, сварка медных проводов производится специальным угольным электродом с медным покрытием. Лучше всего использовать инверторный сварочный аппарат, хотя возможны и другие варианты. При сварке проводов, как и при любых других сварочных работах, необходимо строгое соблюдение техники безопасности.