Методы Тагути: эволюция, концепция и межотраслевое применение. Методы тагути
Читайте также
Вы не обязаны делать все это.
Выживание - дело добровольное.
Э. Деминг
Методы Тагути
Термин «методы Тагути» появился в США, сам же Генити Тагути называл свою концепцию «инжиниринг качества» (от англ, engineering - инженерное искусство), основанный на «робастном проектировании» (от англ, robust - крепкий, устойчивый). Оно не требуется при производстве уникальных изделий, изготавливаемых в единственном экземпляре. Если же потребители ожидают от предприятия однородности их качества, то в этом случае робастное проектирование необходимо.
Г. Тагути с конца 1940-х гг. изучал вопросы совершенствования процессов производства и разработал систему, цель которой - быстрое повышение экономических показателей компании и качества продукции путем оптимизации конструкции изделий и процессов их изготовления. В 1996 г. Тагути опубликовал девять заповедей качества, первая звучит так: все недостатки продукта закладываются в него на этапе разработки из-за недостаточного качества проектных работ. Прежде чем производить продукцию, методом математического моделирования ее свойств следует обнаружить и устранить конструкторские и технологические дефекты. Эта методология, включающая и философию, и набор практических инструментов управления качеством, получила название «Методы Тагути».
Принципы Тагути сводятся к следующему.
- 1. Мера качества изделия - общие потери, которые несет из-за него общество.
- 2. Для выживания в бизнесе необходимо непрерывное улучшение качества и снижение затрат.
- 3. Для непрерывного улучшения качества требуется непрерывное уменьшение разброса выходных характеристик изделия относительно их заданных значений.
- 4. Потери потребителя из-за разброса выходной характеристики пропорциональны квадрату величины разброса.
- 5. Качество и цена изделия в значительной степени определяются инженерным проектированием изделия и процесса его изготовления.
- 6. Разброс выходных характеристик изделия (или процесса) может быть уменьшен путем использования нелинейности влияния параметров изделия (или процесса) на эти характеристики.
- 7. Чтобы идентифицировать значения параметров изделия (или процесса), которые уменьшают разброс выходных характеристик, можно использовать статистически планируемые эксперименты.
Главное в философии Тагути - это повышение качества с одновременным снижением расходов, при этом качество и стоимость рассматриваются совместно. Они связаны общей характеристикой, называемой функцией потерь (Loss Function), причем одновременно рассматриваются потери как со стороны потребителя (вероятность аварий, отказов, невыполнения основных функций, неудовлетворение требований заказчика и т.д.), так и со стороны производителя (затраты ресурсов и т.п.). Задачей проектирования является удовлетворение обеих сторон.
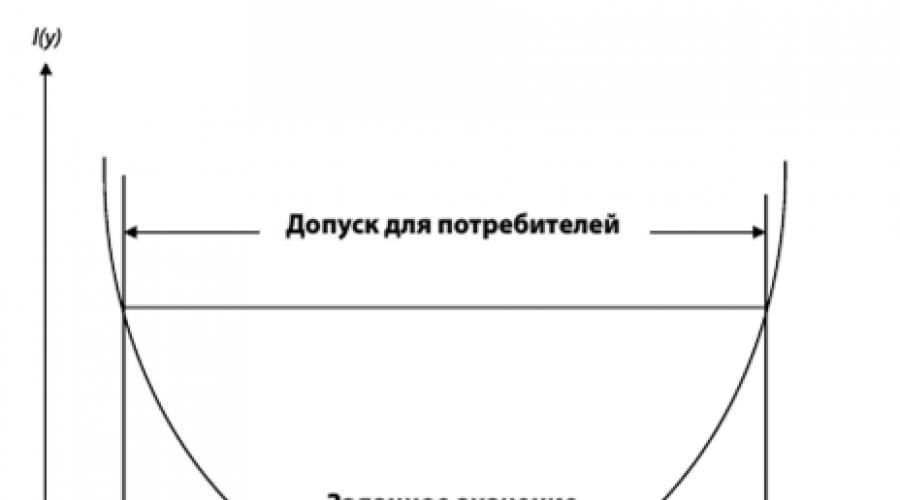
Прямой путь к постоянному совершенствованию - это снижение вариабельности процессов. Заданное значение должно быть определено как идеальное значение выходной характеристики, кстати говоря, оно не обязательно должно быть в середине интервала допуска. Чем больше разброс параметров продукции на выходе процесса, тем с меньшей вероятностью предприятие может прогнозировать, что каждое отдельно взятое изделие будет соответствовать техническим требованиям.
Пусть у - выходная характеристика; т - заданное значение у; /(у) - потери (например, в денежном выражении), которые несет потребитель в течение срока службы изделия из-за отклонения у от т.
Классический подход к качеству предполагает наличие номинального значения и поля допуска (допустимого отклонения от номинала). При переходе через границы допуска изделие признается бракованным. В связи с этим делались попытки увеличения качества изделий путем уменьшения поля допуска (на этом, в частности, строились военные стандарты). Традиционный взгляд, сформировавшийся в соответствии с системой Тейлора, предполагает, что изделия считаются в равной степени качественными (потери отсутствуют), если их характеристики находятся внутри поля допуска (лежат в диапазоне между у н и у в), и некачественными, когда они выходят за пределы этого поля. Причем величина потерь не зависит от того, насколько далеко выходит характеристика за пределы допуска (рис. 27).
Постулат Тагути заключается в том, что качество меняется постоянно, как только характеристики начинают отклоняться от номинального значения, любое отклонение от номинала приводит к прямым или косвенным потерям для предприятия-изготовителя, гарантийных служб или потребителей. Чем больше отклонение выходной характеристики у от ее заданного значения т, тем больше потери потребителя /(у). По сути дела он предлагает уходить от «допускового мышления»: попали в допуск, и ладно. Очень важно еще знать - куда попали, насколько близко к границам.
Рис. 27.
Определить действительный вид функции Ну) трудно. По принципам Тагути потери потребителя из-за вариации выхода пропорциональны квадрату отклонения выходной характеристики от ее заданного значения. Иными словами, функция потерь определяется как коэффициент затрат, умноженный на квадрат разности между заданным и измеренным значениями характеристики качества.
Простейшая квадратичная аппроксимация функции потерь (рис. 28) имеет вид Ну) = к(у - т ) 2 + 1^ п, где / - потери (например, в рублях);
у - значение характеристики;
к - константа Тагути (коэффициент потерь);
/ min - минимальные потери при оптимальном значении характеристики;
т - оптимальное значение характеристики.
Неизвестную константу к можно определить, если Ну) известно для конкретного значения у. Предположим, что интервал (т - А, т + Д) - допуск потребителя, т.е. изделие функционирует неудовлетворительно, если у выходит за границы этого интервала, а затраты потребителя на ремонт или замену изделия оставляют Л долларов. Тогда А = кА 2 , к = А/А 2 . Методы Тагути позволяют проектировать изделия и процессы, нечувствительные к влиянию так называемых «шумов» - переменных факторов, вызывающих разброс значений параметров.
Тагути стало отношение сигнал/шум, принятое в радиотехнике, которое в данном случае, как отношение «идеальное производство/ действительное состояние», стало основным инструментом инжиниринга качества. У потребителя существует вполне определенное мнение относительно того, как должна функционировать продукция в идеале, или об идеальной функции.

Рис. 28.
Назовем фактор, выбранный в качестве аргумента для идеальной функции, сигналом, характеризующим не только продукцию, но и режим эксплуатации. Как и в радиотехнике, шум в данном случае представляет собой явление случайное и безусловно вредное. Отношение «сигнал/шум» интерпретируется всегда одинаково: чем больше отношение, тем лучше. По существу, эта величина связана с коэффициентом вариации относительно заданного значения. Тагути вводит понятие отклоняющего фактора (или «шума»), являющегося причиной разброса характеристик. Шумы можно разбить на четыре группы: две характеризуют внутренние причины вариации по отношению к продукции и две - внешние. Как внутренние, так и внешние причины могут быть объективными и субъективными.
Одна группа внутренних шумов обусловлена теми различиями, которые закладываются в продукцию при производстве, например, параметры варьируются в пределах наперед заданных допусков (субъективные причины), другая - процессами старения в эксплуатации: сопротивление резисторов в электрических цепях с течением времени растет, пружины - слабеют, автомобильные шины - изнашиваются и т.п. (объективные причины).
Внешние шумы обусловлены различиями в условиях применения продукции: одна группа вызывается особенностями эксплуатации продукции (субъективные причины, например, нарушение инструкции по эксплуатации), другая - параметрами окружающей среды (причины объективные).
Тагути разбивает управление качеством на три стадии.
Системное проектирование (проектирование конструкции) - процесс применения научных и инженерных знаний к разработке изделия. По модели изделия определяются начальные значения параметров изделия. При этом учитываются как требования потребителя, так и условия производства.
Параметрическое проектирование - процесс идентификации таких значений параметров изделия (или процесса), которые уменьшают чувствительность конструкции к источникам вариации («шумам»).
Проектирование допусков - процесс определения допусков вблизи номинальных значений, которые идентифицированы на стадии параметрического проектирования.
Основная концепция методов Тагути заключается в следующем: в процессе проектирования должны быть рассмотрены критерии качества с учетом отклонений в процессах производства и эксплуатации; производственный процесс должен быть усовершенствован за счет совершенствования процесса его проектирования, внедрения статистических методов, а не за счет контроля.
Резюмируя, можно назвать робастным проектированием такое, которое направлено на снижение вариаций в функционировании продукции за счет уменьшения шумов. Методы Тагути входят в другое направление, известное как «Шесть сигм», в котором составляют раздел, представляющий методы проектирования продукции и процессов - Design for Six Sigma (DFSS).
Идеи Тагути в течение 30 лет составляли базу инженерного образования в Японии. В США эти методы стали известны в 1983 г. после того, как компания FORD Motors впервые начала знакомить с ними своих специалистов. Невнимание к методам Тагути - одна из причин серьезного отставания от Японии многих производственных компаний США и Западной Европы.
Статистические методы анализа и управления качеством
3 Экономико-математические статистические методы
3.3 Методы Тагути
Главная целевая направленность концепции или, как ее часто называют философии Тагути – это повышение качества с одновременным снижением его стоимости.
Традиционно в статистических методах качество и стоимость рассматривались раздельно, причем качество считалось главным фактором. Вначале, на этапе проектирования, определялись вредные характеристики качества, исследовался их разброс, и, если он не выходил за установленные пределы, характеристики принимались. Затем на основании полученных характеристик рассчитывалась стоимость изделия. Если она оказывалась выше заданной величины, то методом последовательных приближений уровень качества и стоимость подстраивались так, чтобы стоимость приближалась к расчетной величине.
В отличие от этого при расчетах по методике Тагути главным считается экономический фактор (стоимость). Тагути предлагает измерять качество теми потерями, которые вынуждено нести общество после того, как некоторый товар произведен и отправлен потребителю. Стоимость и качество связаны общей характеристикой, называемой функцией потерь качества, причем одновременно рассматриваются потери как со стороны потребителя (вероятность аварий, травм, отказов, невыполнения своих функций и т.д.) так и со стороны производителя (затраты времени, сил, энергии, токсичность и др.). Проектирование осуществляется таким образом, чтобы были удовлетворены обе стороны.
Согласно концепции Тогучи (рисунок 7.5), качество изделия с параметром, попадающим внутрь поля допуска, зависит от его близости к номинальному значению: когда значение параметра совпадает с номиналом, то потери не только для предприятия-потребителя, но и для всего общества равны нулю; при движении дальше по кривой они начинают возрастать.
Таким образом, потери возникают всегда, когда характеристики изделия отличаются от заданных, даже если они при этом не выходят за границы поля допуска. Чем выше качество, по концепции Тагучи, тем меньше потери общества.
Этот тезис он поясняет следующим примером. Предположим, что производитель выпускает некоторый товар, использование которого в течение всего срока службы обходится потребителю в определенную сумму. Эта сумма в результате улучшения товара может быть уменьшена, что будет стоить производителю 30 % суммы потерь от недостатка качества. В этом случае, оставшиеся 70 % - это потери, которых избегает потребитель, а, следовательно, и общество в целом. Таким образом, Тагути демонстрирует более глубокое, чем при традиционном подходе понимание меры связи между качеством и общественными потерями от его снижения.
В большинстве случаев потери от низкого качества, можно определить в виде квадратичной функции-потери, причиненные такой продукцией, возрастают как квадрат отклонения характеристики от номинального значения.
Функция потерь качества, выраженная в денежных единицах, определяется по формуле:
L = L(y) = K(y-m) 2 , (7.3)
где L – потери;
у – значение функциональной характеристики;
К – постоянная потерь, которая вычисляется с учетом расходов, которые имеет изготовитель при браковке продукции (затраты на восстановление или замену);
m – номинальное значение.
Вариация изменяется отклонением от цели или идеального значения. Поэтому ее можно найти даже для одного изделия. Если же нас интересуют потери, возникающие при выпуске партии изделий, то надо усреднить потери для всех изделий, входящих в эту партию. А такое среднее будет ничем иным, как дисперсией ( δ 2 ), или точнее средней квадратичной ошибкой, которая вычисляется по формуле:
δ 2 = , (7.4)
где n – объем партии изделий;
Среднее арифметическое значение.
= (7.5)
Тогда, δ 2 = среднее (у-m) 2 (7.6)
Следовательно, функция потерь в таком случае примет вид:
L = K δ 2 (7.7)
Очевидно, что если значение функциональной характеристики совпадает с номиналами, то потери равны 0.
Концепция Тагути разделяет жизненный цикл продукции на два этапа. К первому относится все, что предшествует началу серийного производства (научно-исследовательские и опытно-конструкторские работы, проектирование, опытное производство и отладка). Второй этап – собственно серийное производство и эксплуатация. В отличие от принятого подхода, предусматривающего контроль качества главным образом на втором этапе, а точнее - в условиях серийного производства. Тагути, считает, что основы качества закладываются в начале жизненного цикла продукции (и чем раньше, тем лучше). В связи с этим главное в исследовании проблем качества переносится на первый этап жизненного цикла продукции. Подобный подход позволяет построить работы на данном этапе таким образом, чтобы значения характеристики продукции были в наименьшей степени подвержены разбросу за счет несовершенства технологии, неоднородности сырья, вариации условий окружающей среды и других помех, неизбежных в производстве и эксплуатации.
В качестве критерия робастности, т.е. устойчивости к внешним воздействиям проектируемых объектов, Тагути предложил отношение «сигнал/шум», принятое в электросвязи. Целью разработки, которой добивался Тагути, является продукт, параметры или факторы которого установлены таким образом, что параметры качества этого продукта по возможности нечувствительны по отношению к шумам.
Под шумом понимают с одной стороны рассеяние компонентов продукта и влияний процесса, а с другой стороны, рассеяния влияния окружения и окружающей среды. Соответственно говорят о «внутреннем» и «внешнем» шуме. Отношение «сигнал/шум» – некоторая количественная мера изменчивости процесса при заданном наборе управляемых факторов. Как показал Тагути, все переменные можно разделить на два типа: управляемые факторы, т.е. переменные, которыми можно управлять и практически и экономически (сюда относятся, например, управляемые размерные параметры), и шумовые факторы, т.е. переменные, которыми на практике управлять трудно и дорого, хотя их можно сделать управляемыми в условиях планируемого эксперимента (например, вариация внутри диапазона допусков). Цель такого разделения состоит в том, чтобы найти такую комбинацию значений управляемых факторов (например, переменных конструкции или процесса), которые обеспечат проектируемому объекту максимальную устойчивость к ожидаемой вариации в шумовых факторах.
Чтобы обеспечить робастность производства надо начинать программу работ по качеству уже на стадии предварительного проекта. В ходе проектирования можно позаботится обо всех видах шумовых факторов. Если же заняться этим только на стадии конструирования или в самом ходе технологического процесса, то останется возможность воздействия лишь на те шумы, которые обусловлены неполадками технологического процесса.
Эксперименты в отношении управляемых факторов планируются и проводятся аналогично традиционным экспериментам. К примеру, используются фракционные факторные эксперименты. Отличие от традиционных экспериментов состоит в том, что каждый частный эксперимент проводится не при единых окружающих условиях, а несколько раз при различных окружающих условиях.
Основное отличие концепции Тагути от общепринятых – нацеленность не на устранение причин дисперсии значений, а на выявление контролируемых факторов и обеспечение нечувствительности продукции к влиянию шумов.
В своей простейшей форме отношение сигнал/шум – это отношение среднего значения (сигнал) к среднему квадратичному отклонению (шум), что является противоположностью известному коэффициенту вариации.
Основная формула для расчета отношения сигнал/шум имеет вид:
C/ Ш = -10 log (Q), (7.8)
где Q – параметр, который меняется в зависимости от типа характеристики.
Существует три общеупотребительных типа характеристик:
- первый тип – «лучше всего номинал», т.е. оптимальны номинальные характеристики (размеры, входное напряжение и т.п.);
- второй тип – «лучше меньше», т.е. оптимальны минимальные характеристики (например, содержание примеси в продукте);
- третий тип – «лучше больше», т.е. оптимальны максимальные характеристики (прочность, мощность и т.п.).
Независимо от типа характеристики отношение С/Ш всегда определяется следующим образом: чем больше значение С/Ш, тем лучше.
Отношение С/Ш позволяет найти оптимальный режим, который обладает наибольшей устойчивостью к воздействию неуправляемых факторов.
Процесс проектирования (разработки) по методам Тагути складывается из трех этапов:
а) Контроль качества на стадии НИР и ОКР;
Процесс проектирования изделия удобно разделить на три этапа:
1) проектирование системы, направленное на создание базового прототипа, обеспечивающего выполнение желаемых или требуемых функций. На этом этапе выбираются материалы, узлы, блоки и общая компоновка изделия;
2) выбор параметров. Этот этап введен Тагути. Задача заключается в том, чтобы выбрать значения (их часто называют уровнями) переменных, задающих как можно более близкое к желаемому поведение узлов, блоков и все системы. Выбор производится по критерию робастности при условии обеспечения номинала. Ключевую роль на этой стадии играют методы планирования эксперимента;
3) разработка допусков на готовую продукцию. Необходимо найти такие допуски, которые были бы наиболее экономически оправданными. При этом важно учитывать как потери, обусловленные отклонениями от номинала, так и потери, связанные с введением большого числа типоразмеров комплектующих узлов.
б) Контроль качества при конструировании и изготовлении технологического оборудования и оснастки;
Цель производства – экономное получение однородной продукции. На этом этапе проявляются те же три момента, но применительно к новой проблеме:
1) проектирование системы, выбор отдельных процессов и их объединение в технологическую цепочку;
2) выбор параметров, оптимизация всех переменных технологического процесса для сглаживания шумовых эффектов, появляющихся в ходе производства;
3) разработка допусков, устранение причин несоответствий.
в) Текущий контроль качества в ходе производственного процесса;
Это повседневная работа обслуживающего персонала, которая включает:
1) управление процессом – это управление условиями ведения технологического процесса;
2) управление качеством, измерение качества продукции и корректировку процесса, если это необходимо;
3) приемку – проведение, если это возможно, 100 %-ной проверки, на основании которой выбрасывают или исправляют бракованные изделия и отгружают потребителю годную продукцию.
Особенно эффективна система Тагути на этапе параметрического проектирования. Ключевую роль здесь играет использование нелинейных зависимостей, существующих между уровнями переменных и значений факторов шума.
Выбор параметров по Тагути осуществляется методами планирования эксперимента.
Методы Тагути – это целая совокупность методов, направленных на то, чтобы при разработке изделия обеспечить выпуск продукции не только с заданным номиналом, но и с минимальным разбросом вокруг этого номинала, причем разброс этот должен быть минимально нечувствительным к неизбежным колебаниям различных внешних воздействий.
Применяются при проектировании продукции и в процессе ее производства. Методы Тагути - одини из методов управления качеством.
Цель метода
Обеспечение качества концепции (идеи), качества конструирования и качества производства.
Суть метода
Методы Тагути позволяют оценивать показатели качества продукции и определять потери качества, которые по мере отклонения текущих значений параметра от номинального, увеличиваются, в том числе и в пределах допуска.
Методы Тагути используют новую систему назначения допусков и вводят управление по отклонениям от номинального значения с использованием упрощенных методов статистической обработки.
План действий
- Изучение состояния дел с качеством и эффективностью продукции.
- Определение базовой концепции работоспособной модели объекта или схемы производственного процесса (системное проектирование).
Устанавливаются исходные значения параметров продукции или процесса.
- Определение уровней управляемых факторов, которые минимизируют чувствительность ко всем факторам помех (параметрическое проектирование). На этом этапе допуски полагаются столь широкими, что производственные затраты оказываются малыми.
- Расчет допустимых отклонений вблизи номинальных значений, достаточных для уменьшения отклонений продукции (проектирование допусков).
Особенности метода
Качество продукции не может быть улучшено до тех пор, пока не будут определены и измерены показатели качества. В основе введенного Г. Тагути трехстадийного подхода к установлению номинальных значений параметров продукции и процесса, а также допусков на них, лежит понятие об идеальности целевой функции объекта, с которой сравниваются функциональные возможности реального объекта. На основе методов Тагути вычисляют разницу между идеальным и реальным объектами и стремятся сократить ее до минимума, обеспечивая тем самым улучшение качества.
Согласно традиционной точке зрения все значения в пределах допусков одинаково хороши. Г. Тагути считает, что каждый раз при отклонении характеристики от целевого значения, происходят некоторые потери. Чем больше отклонение, тем большие потери.
Г. Тагути предложил разделять переменные, влияющие на рабочие характеристики продукции и процесса, на две группы так, чтобы в одной из них оказались факторы, ответственные за основной отклик (номинал), а во второй - ответственные за разброс. Для выявления этих групп Г. Тагути вводит новый обобщенный отклик - "отношение сигнал/шум".
Задача заключается в том, чтобы уменьшить чувствительность продукции и процессов к неконтролируемым факторам, или шумам.
Концепция Тагути включает принцип робастного (устойчивого) проектирования и функцию потерь качества. Функция потерь по Тагути различает изделия внутри допуска в зависимости от их близости к номиналу (целевому значению). Технологической основой робастного проектирования служит планирование эксперимента.
Основные методы, разработанные или адаптированные Г. Тагути
- Планирование экспериментов.
- Управление процессами посредством отслеживания расходов с помощью функции потерь качества.
- Развитие и реализация робастного управления процессами.
- Целенаправленная оптимизация продукции и процессов до производства (контроль до запуска процесса).
- Применение обобщенной философии качества Тагути для обеспечения оптимального качества продукции, услуг, процессов и систем.
Достоинства
Обеспечение конкурентных преимуществ за счет одновременного улучшения качества и снижения себестоимости продукции.
Недостатки
Широкое применение методов Тагути в управлении процессами, на базе вероятностно-статистических методов, не в се г да корректно в условиях высокой динамики требований к объектам оценивания и отсутствия аналогов.
Ожидаемый результат
Выпуск конкурентоспособной продукции.
Известный японский статистик Гэнити Тагути, лауреат самых престижных наград в области качества (премия им. Деминга присуждалась ему 4 раза), изучал вопросы совершенствования промышленных процессов и продукции. Он развил идеи математической статистики, относящиеся, в частности, к статистическим методам планирования эксперимента и контроля качества.
Гэнити Тагути в свое время разработал собственную систему, сочетающую инженерные и статистические методы, нацеленную на быстрое повышение экономических показателей компании и качества продукции путем оптимизации конструкции изделий и процессов их изготовления. Эта методология, включающая и общую философию, и набор практических инструментов управления качеством, получила название "Методы Тагути".
Тагути не согласен с общепризнанным определением качества: "нахождение параметров изделий в установленных пределах". Такое определение позволяет считать, что два изделия мало отличаются друг от друга, если параметры одного находятся вблизи границы допуска, а параметры другого - немного выходят за эти границы. Тем не менее первое из них считается "хорошим", а второе - "плохим". В отличие от традиционного подхода, методы Тагути нацелены на обеспечение минимальных отклонений параметров изделий от заданных, при которых не происходит роста затрат, обусловленных качеством. Тагути предлагает оценивать качество величиной ущерба, наносимого обществу, с момента поставки продукции - чем меньше этот ущерб, тем выше качество. Основу его концепции обеспечения качества составляет теория потерь или ущерба от ненадлежащего качества.
Рис. 1 Допусковое мышление
Тагути доказал, что стоимость отклонения от целевого значения (номинала) возрастает по квадратичному закону по мере удаления от цели и предусматривает наличие потерь за пределами допуска (рис. 1).
Тагути предложил характеризовать производимые изделия устойчивостью технических характеристик и объединил стоимостные и качественные показатели в так называемую функцию потерь, по которой качественными считаются только такие изделия, показатели качества которых полностью совпадают с их номинальными значениями, а всякое отклонение от номинала сопряжено с той или иной потерей качества продукции. Функция одновременно учитывает потери, как со стороны потребителя, так и со стороны производителя.
Функция потерь имеет следующий вид:
L - потери для общества (величина, учитывающая потери потребителя и производителя от бракованной продукции);
k - постоянная потерь, определяемая с учетом расходов производителя изделий; y-значение измеряемой функциональной характеристики;
m -номинальное значение соответствующей функциональной характеристики;
(y-m) - отклонение от номинала.
Практическое применение функции потерь заключается в том, что она позволяет определить эффективность любого мероприятия, направленного на увеличение качества (рис. 2).
Рис. 2 Мышление через функцию потерь
Функция потерь качества является параболой с вершиной (потери равны нулю) в точке наилучшего значения (номинала), при удалении от номинала потери возрастают и на границе поля достигают своего максимального значения - потери от замены изделия.
Если производится продукция, соответствующая целевым значениям, это приводит к снижению затрат на качество, уменьшению возможных затрат, связанных с приемочными испытаниями, а также к снижению вероятности того, что в будущем компания утратит свою репутацию.
Важный аспект методологии Тагути состоит в том, что он не предполагает управлять каждым фактором, учитываемым в технологическом процессе или при изготовлении продукта. Идея состоит в том, чтобы влиять только на те факторы, которые способны привести к снижению затрат.
Тагути вводит понятие идеальной функции. Идеальная функция определяется идеальным соотношением между сигналами на входе и выходе, выражаемым специальной формулой. Но реальные процессы показывают результаты, отличные от предсказанных идеальной функцией.
Тагути вводит понятие отклоняющего фактора (или "шума"), являющегося причиной разброса характеристик на рабочем месте, которые трудно, невозможно или дорого изменить а также вносит поправку в понятие случайного отклонения. Он придерживается мнения, что все отклонения и ошибки имеют свои причины и что существуют не случайности, а факторы, которые иногда трудно учесть.
Внешние "шумы" - это вариации окружающей среды: влажность; пыль; индивидуальные особенности человека и т.д. "Шумы" при хранении и эксплуатации - это старение, износ и т.п.
Внутренние "шумы" - это производственные неполадки, приводящие к различиям между изделиями даже внутри одной партии продукции.
Тагути создал надежный и изящный метод расчета, используя идею отношения "сигнал/шум", принятую в электросвязи. Отношение "сигнал/шум" используется Тагути не только применительно к измерениям, но и в более широком смысле - для проектирования и оптимизации процессов. Отношение "сигнал/шум" стало основным инструментом инжиниринга качества. Это основное понятие, имеющее смысл отношения составляющей "сигнала" на выходе к составляющей "шума".
Если обозначить значение параметра на входе (множество входных данных, начиная от качества станка, материала и квалификации работника вплоть до чистоты помещения) через М , составляющие "шума" (дефекты материала, ошибки рабочего) через х1,х2,х3,…,хn, значение параметра на выходе через у , то у будет функцией М и "шума"
Отношение "сигнал/шум" в общем виде записывается так:
Тагути предложил 72 формулы для расчета отношения "сигнал/шум", большинство которых связаны со спецификой соответствующих отраслей техники (электроники, автомобилестроения, химии и т.д.). Однако существуют три стандартные общеупотребительные формулы:
Тип N : оптимальные номинальные характеристики (размеры, выходное напряжение и т.д.)
yi – параметр i -го наблюдения;
n - количество наблюдений.
Тип S : оптимальные минимальные характеристики (шум, загрязнение и т.д.)
Тип В : оптимальные максимальные характеристики (прочность, мощность и т.д.)
Отношение "сигнал/шум" интерпретируется всегда одинаково: чем больше отношение, тем это лучше. По существу, эта величина связана с коэффициентом вариации относительно у при зафиксированных условиях эксперимента для управляемых факторов. Стандартными методами находится модель
Рассмотрение такой модели, наряду с моделью для средних значений, позволяет найти компромиссный режим, который при достаточно высоких средних значениях меньше всего варьирует под воздействием неуправляемых факторов. При этом можно использовать как дисперсионный, так и регрессионный анализ. Впрочем, Тагути рекомендует чаще пользоваться графическими методами, не прибегая к формальным вычислениям.
В отличие от принятого в статистике толкования отношения "сигнал/шум" как отношения разности между начальным значением и измененным значением к начальному значению, в методах Тагути принято рассматривать отношение разности этих значений к среднему значению. Это позволяет повысить точность расчета, а значит, и надежность изделия.
Методы Тагути позволяют проектировать изделия и процессы нечувствительные к влиянию «шумов». С экономической точки зрения любые, даже самые малые «шумы» уменьшают прибыль, поскольку при этом растут производственные издержки и затраты на гарантийное обслуживание. Такую устойчивость принято называть робастностью. Тагути акцентирует внимание на этапах, предшествующих проектированию изделия, поскольку именно на них решается задача достижения робастности.
Заслуга Тагути заключается в том, что он сумел найти сравнительно простые и убедительные аргументы и приемы, которые сделали планирование эксперимента в области обеспечения качества реальностью. Именно в этом видит сам Тагути главную особенность своего подхода.